
伊斯卡推出系列新品:小直径立铣刀NAN3MILL、 双面大正前角车刀片ALU-P-TURN及LOG
1、 夹持三角形刀片的小直径立铣刀NAN3MILL
伊斯卡拓展了其铣削系列,推出超小直径可转位立铣刀NAN3MILL,90°主偏角铣刀直径范围为 8-10 mm,夹持三角形刀片。铣刀带90°主偏角,前沿的设计能降低切削力,实现轻快切削,提高坡走铣性能。铣刀体表面做了特别的单层硬涂层处理,使得排屑流畅,使得刀体因免于腐蚀及磨损而受到保护。铣刀最大切削深度为3 mm。单面三角形刀片装夹于铣刀上在径向及轴向形成正倾角,小平面修光刃设计得以获取高的被加工表面光洁度。铣刀片由伊斯卡技术前沿的束魔技术(SUMO TEC)合金牌号制成,该技术有助于大幅提高生产率。
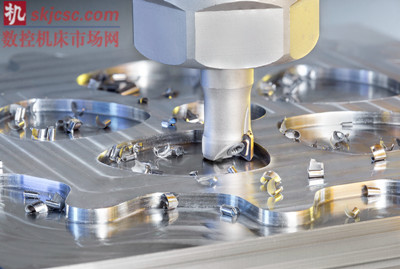
铣刀设计的关键要素是找到既能夹持刀片又能防止元件掉落的方法。新铣刀具有采用独特的高刚性螺钉头对铣刀片进行楔形夹紧的特点,在铣刀片的转位操作中无需完全取下夹紧螺钉,这对如此小的元件而言非常重要;因铣刀片非常小,特别的关键要素是将其安置于定位槽中。
全新NAN3MILL系列设计用于常见的使用整体硬质合金立铣刀的场合。相比于整体硬质合金立铣刀,源于可转位铣刀的优势,新系列具有更显著的成本效益。对于不同的工业领域的生产制造商而言,在小规格,小型零部件及组件加工中,NAN3MILL可转位立铣刀因夹持刀片数量多于一片而能提供更具吸引力的解决方案。全新HM390 ETP立铣刀夹持铣刀片HM390 TPKR 0401-PCTR。
在常规采用直径8-10 mm的整体硬质合金立铣刀铣削小尺寸表面时,新的NAN3MILL铣刀系列为用户提供了可行的,经济的选项。在这个直径范围内,许多相竞争的可转位铣刀解决方案齿数更少,这将对生产率及加工稳定性带来直接的影响。在当今市场上,直径8mm的NAN3MILL HM390 ETP铣刀是最小的多齿可转位铣刀。
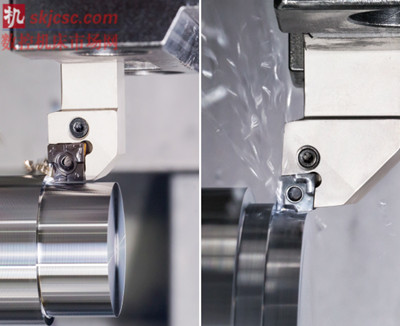
2、 双面大正前角车刀片ALU-P-TURN及LOGIQ-4-TURN
伊斯卡推出带4个切削刃的双面车刀片,用于替换带2个切削刃的常规ISO标准单面刀片颇具优势。双面刀片具有和单面刀片相等的刀尖角,加工性能相近,但因切削刃数翻倍而更具附加值。
ALU-P-TURN:
螺钉夹紧刀片具有超大正前角的特点以使得切削轻快,切削力低,消除积屑瘤,刀片前刀面抛光处理,具有锋利切削刃。冷却液流经冷却喷嘴直达刀片切削刃以最大化加工效率。带35°刀尖角的VNGU 2206 R3N双面菱形刀片设计主要用于铝轮毂的加工。CNGG 及 CNGX 双面刀片用于在铝加工中替代标准的CCGT单面刀片。
LOGIQ-4-TURN:
LOGIQ-4-TURN 双面车刀片 CXMG的加工表现与单面刀片CCMT相似,从而能取代标准CCMT刀片;在一些应用中,还能用于替代标准双面刀片CNMG。LOGIQ-4-TURN系列刀片断屑槽设计通用于车削加工,杠杆式夹紧刀片,高压冷却液流经冷却喷嘴直达切削刃以提高刀具寿命,提升切屑控制性能,实现更高生产率;大正前角确保切削力低。此外,刀片后刀面带有楔形设计以牢靠地置放于定位槽中。
3、 微小直径束魔变色龙钻
伊斯卡束魔变色龙钻(SUMOCHAM)系列新增了更小直径的刀头和钻杆,钻削直径范围为5.0-5.9 mm。全新的SUMOCHAM刀头直径范围为5.0-5.9 mm,标准刀头直径按0.1mm递增。仅需两款钻杆即可涵盖完5.0-5.9 mm直径的刀头,提供钻深比3xD及5xD的钻杆。

采用了IC908 TiAlN PVD纳米涂层的ICP刀头具有更高的耐磨性;刀头磨损失效具有稳定且可预期的特点;加工能达到IT10公差等级。DCN刀头适配于高强度钢质钻杆,钻杆带内冷却通孔,钻杆尾端专为高效微量润滑(MQL)做了特别的设计。小直径钻杆还适用于卡簧以及SWISS瑞士自动机床。刀头配备有特制的装卸扳手SK DCN,因人体工程学设计更易于使用,实现快换刀头。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>基于宏程序的梯形螺纹数控车削加工方法研究
- target=_blank>外圆切削刀具受力分析与研究
- target=_blank> 铁路客车转向架构架加工设备选型
- target=_blank>hyperMILL 五轴加工策略让复杂工件加工时间节省90%
- target=_blank>雷尼绍:SupaScan QuickPoint循环实现超快测头测量
名企推荐







