
基于 FX2NPLC 的 T6112 镗床电气控制系统智能改造
摘 要: 针对 T6112 镗床因为多年使用,导致电气控制系统线路及电器元件老化、故障频发、能耗大和加工效率低等现象,选用 FX2NPLC 对 T6112 镗床的电气控制系统进行改造,详细阐述了具体的改造方案. 实践证明改造后的 PLC 控制系统加工效率比原来提高了 3 倍左右,且性能稳定可靠。
关 键 词: FX2NPLC; T6112 镗床; 电气控制系统; 智能改造
0 引言
T6112 卧式镗床主要用于加工孔、加工端面、铣削平面、钻削及加工螺纹等,是镗床中应用最广泛的一种. 笔者针对某机械厂的 5 台 T6112 型卧式镗床因为多年使用导致电气控制系统元件与线路老化,以及加工产品质量差、效率低、成本高等突出问题,提出了基于 FX2NPLC 的智能改造方案.
1 、T6112 卧式镗床电气控制线路分析
T6112 卧式镗床电气控制线路主要由主电路、控制电路和照明电路 3 部分组成. 主轴电机 M1 与进给电机 M2 构成主电路; 照明电路 12 V 电源由变压器 TC 提供并由开关 Q1 控制; 电气控制电路供电电压为 220 V,电气控制电路原理图如图 1 所示。
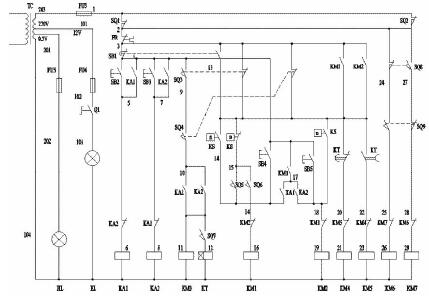
图 1 T6112 卧式镗床电气控制电路原理图
由图 1 可知,主轴电机 M1 的控制主要包括正转低速、正转高速、反转低速、反转高速、正转点动、反转点动、制动和变速冲动; 进给电机 M2 的控制主要为正反转控制. 主轴电机 M1 的具体控制过程分析 如 下:
1) 正 转 低 速 控 制,按 下 启 动 按 钮SB2→KA1 线圈通电并自锁 → KM3 线圈通电 →KM1 线圈通电→KM4 线圈通电→电机 M1 正转低速运行;
2) 正转高速控制,按下启动按钮 SB2 →KA1 线圈通电并自锁→KM3 线圈通电→KM1 线圈通电→SQ7 动作→时间继电器 KT 开始计时→KT计时时间到→KM4 线圈断电,KM5
线圈通电→电机 M1 正转高速运行;
3) 反转低速控制,按下启动按钮 SB3 →KA2 线圈通电并自锁→KM3 线圈通电→KM2 线圈通电→KM4 线圈通电→电机 M1 反转低 速 运 行;
4) 反 转 高 速 控 制,按 下 启 动 按 钮SB3→KA2 线圈通电并自锁 → KM3 线圈通电 →KM2 线圈通电→SQ7 动作→ 时间继电器 KT 开始计时→KT 计时时间到→KM4
线圈断电而 KM5 线圈通电→电机 M1 反转高速运行;
5) 正转点动,按下启动按钮 SB4 →KM1 线圈通电→KM4 线圈通电→电机 M1 正转,松开启动按钮 SB4→KM1 线圈断电→KM4 线圈断电→电机 M1 停止;
6) 反转点动,按下启动按钮 SB5→KM2 线圈通电→KM4 线圈通电→电机 M1 反转,松开启动按钮 SB5→KM2线圈断电→KM4 线圈断电→电机 M1 停止;
7) 制动,假设 M1 正在正转,当按下停止按钮 SB1 后松开时,KM1、KM3 均断电,而由于 M1 运转的惯性有一定的速度,13 - 18 之间的速度继电器的 KS 触点是闭合的,且 18 - 19 之间的 KM1 常闭触点也是闭合的,导致 KM2 线圈通电,电机 M1 通上反向电源,从而使电机 M1 快速停下;
8) 冲动,a. 正常运行时的变速冲动,控制电路中 SQ3 与 SQ4 分别为主轴变速手柄与进给变速手柄,变速时 SQ3 或 SQ4复位,KM3 与 KT 线圈断电,KM1 与 KM2 线圈通电状态切换,而 KA1 与 KA2 由于自锁仍保持原状态,当手柄推回原位时完成变速,b. 变速时齿轮啮合不良的冲动控制,主要由 SQ5 或 SQ6 控制,当齿轮啮合不良时,SQ3 与 SQ4 的常开触点不能闭合,SQ5 或 SQ6 与 13 - 18 之间的常开触点 KS 及 13 -15 之间的常闭触点 KS 使 KM1 与 KM2 的线圈交替接通与断开,产生冲动直到齿轮啮合良好使 SQ3与 SQ4 的常开触点闭合完成冲动.
进给电机 M2 的正反转控制主要通过 SQ8 与 SQ9 手柄控制.
2、 T6112 卧式镗床电气控制线路的 PLC 智能改造
2. 1 PLC 机型选择与输入输出地址分配
通过对 T6112 卧式镗床的电气控制线路的分析,可知输入信号有 15 个,输出信号有 7 个,在遵循保证系统性能可靠、结构简单、价格低以及系统功能可再扩展原则的基础上设计了 PLC 智能改造方案,本智能改造方案采用三菱公司的 FX2N -48MR 继电器输出型 PLC.
该智能系统相应的输入及输出地址分配见表 1 和表 2.
表 1 PLC 输入地址分配表
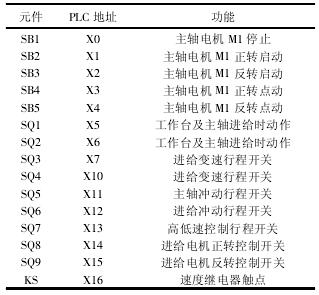
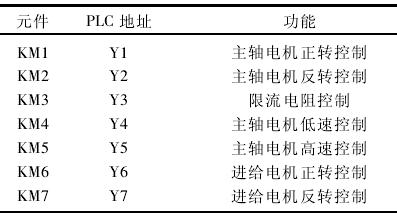
表 2 PLC 输出地址分配表
2. 2 PLC 外部硬件电路接线图
根据 T6112 卧式镗床的控制要求以及 PLC 的输入输出地址分配,T6112 镗床的 PLC 外部硬件电路接线如图 2 所示. 在图 2 中接触器 KM1 和 KM2、KM6 和 KM7 分别进行了联锁保护,提高了控制系统的可靠性.
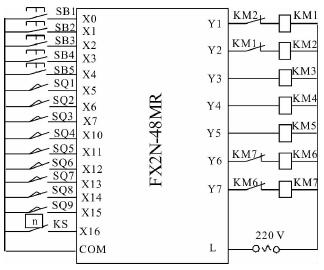
图 2 PLC 外部硬件电路
2. 3 T6112 镗床 PLC 控制程序设计
根据 T6112 卧式镗床的控制要求,结合 PLC的输入输出地址分配及外部硬件电路的设计,控制梯形图程序如图 3 所示。
2. 4 调试及改造
首先进行模拟调试,将各输入主令设备按图 2接到 PLC 的输入端,用 7个 LED 灯代替 KM1 -KM7 接到 PLC 的输出端,把如图 3 所示的 PLC 控制梯形图程序下载到 FX2N 的 CPU,按 T6112 镗床的控制要求顺序操作接在 PLC 输入端的指令开关,观察 LED 灯的状态( 灯亮相当于接通,灯灭相当于断开) ,调试程序直至完全符合 T6112 镗床的控制要求; 然后按图 2 接上 KM1 - KM7 线圈但不连接电机,运行 PLC 观察 KM1 - KM7 的动作情况,调试到完全符合要求; 最后接通电机进行调试,调试满足要求后完成改造工作。
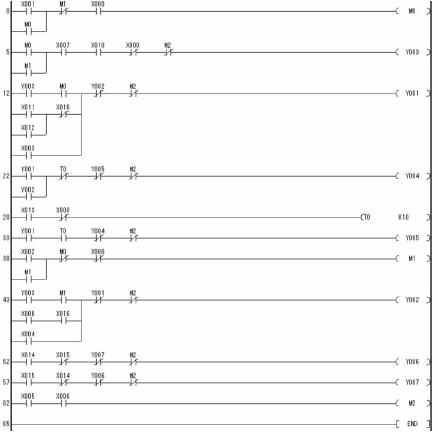
图 3 控制梯形图程序
3 、结论
应用 FX2NPLC 对 T6112 镗床的电气控制系统进行改造,改造后的 5 台 T6112 型卧式镗床的 PLC控制系统不仅体积变小,故障大大减少,安全性能和响应速度明显提高,而且设备的生产效率提高了3 倍左右.
笔者提供的应用 FX2NPLC 对 T6112 型卧式镗床电气控制系统改造的方案,能够对相关行业技术改造提供技术支持,有一定的实际借鉴意义。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank> 数控铣床加工模具零件的工艺要点
- target=_blank> 变频器在风机节能降耗改造中的应用
- target=_blank>数控加工中心机床常见故障诊断与维修
- target=_blank> 零部件加工中五轴数控加工中心刀具算法应用研究
- target=_blank> 高速重载列车车轮加工刀具材料的研发
名企推荐







