
基于PLC的钻床液压动力滑台控制系统设计
摘 要:可编程逻辑控制器(PLC)是现代工业控制的标准设备。基于此,利用PLC和液压实验台,设计该液压设备的控制系统,并在液压实验台上搭接其回路,模拟动力滑台的动作要求,最终实现PLC与液压系统的通信联系和动态控制。
关键词:PLC;液压回路;液压实验台
可编程逻辑控制器(Programmable Logic Controller,PLC)具有工作可靠、抗干扰能力强、环境适应性好、应用灵活等特点,是现代工业控制的标准设备。某钻床的动力滑台由液压系统实现,其工作环境、工作特点适合PLC作为控制器。
1 、系统总体方案设计
1.1 液压回路
某钻床的动力滑台利用液压回路控制,要求动力滑台实现“快进-工进-快退-停止”的工作循环,而且快进与快退速度相等,滑台总行程 150mm,快进行程 70mm。动力滑台的工作由液压系统提供动力,钻床动力滑台液压回路的工作原理如图1所示。
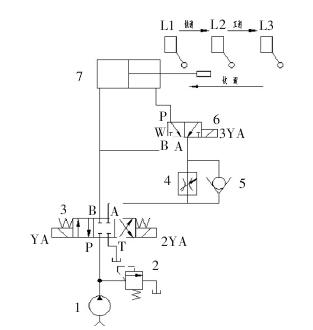
注:1.叶片泵;2.溢流阀;3.三位四通电磁换向阀;4.调速阀;5.单向阀;6.二位三通
电磁换向阀;7.单杆式活塞油缸(行程150mm);L1、L2、L3为传感器(接近开关)。
图1 钻床动力滑台液压回路的工作原理
液压回路的工作原理是依靠传感器控制执行元件的顺序动作。油泵 1 供油,调定溢流阀 2
压力为 2.0MPa,当三位四通电磁阀 3 的 1YA 得电,油缸 7 活塞杆右行,有杆腔的油经过二位三通电磁换向阀6的左位(3YA 失电)又进入油缸7的无杆腔形成差动连接形式,此时实现快进;快进行程结束触动传感器L2,L2使电磁阀6的3YA得电有杆腔内液压油经过调速阀 4、换向阀 3 的 A-T 回油箱,实现工进;工进完成触动传感器L3,L3使电磁阀3的1YA失电,2YA 得电,液压油经过电磁阀 3 的 P-A、单向阀 5、电磁阀6的P-A进入油缸7的有杆腔,无杆腔内的油经过电磁阀 3 的 B-T 回油箱实现快退工作,快退至原位触动L1后停止。
1.2 控制系统设计流程
PLC 控制系统应用设计,一般应按以下步骤进行:
①全面详细地了解被控制对象的特点和生产工艺过程,归纳出工作循环图或状态流程图,与继电器控制系统和工业控制计算机进行比较后加以选择;
②确定控制对象,还要明确控制任务和设计要求;
③制定控制方案,进行 PLC 选型,硬件和软件设计,模拟调试,模拟调试好的程序传送到现场使用的 PLC 存储器中,接人 PLC 的实际输入接线和负载。
2、 PLC工作原理
PLC的基本工作模式有运行模式和停止模式。运行模式分为内部处理、通信操作、输入处理、程序执行和输出处理 5 个阶段。停止模式是指当处于停止工作模式时,PLC只进行内部处理和通信服务等。在运行模式下,PLC按上述5个阶段进行周而复始的循环工作,称为循环
扫描工作方式。
3 、控制系统设计
3.1 PLC
(I/O)分配根据钻床动力滑台液压回路的控制要求,以及实际I/O 点数情况,并考虑实践操作中将遇到的问题,采取一定的备用措施。选定的 PLC 型号为 FX2N-48MR 型,I/O口的分配情况如下,系统的硬件接线图如图 2 所示。其中,输入(I)为:X0,自动控制启动按钮SB1;x1,手动控制启动按钮SB2;X2,急停按钮SB3;X3,手动计数按钮SB4;X10,行程开关 SQ1-传感器 L1;X11,行程开关 SQ2-传感器L2;X12,行程开关SQ3-传感器L3。输出(O)为:Y0,电磁铁1YA;Y2,电磁铁3YA;Y4,电磁铁2YA。
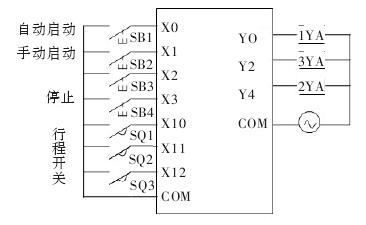
图2 硬件接线图
3.2 控制系统流程图设计
考虑到实际控制中的自动和手动的切换,采用经典法设计,按下 X0 选择自动控制,按下 X1 选择手动控制。当 X0 闭合时,活塞向右运动,如果活塞碰到 L1,则执行“快进”,否则不进行其他动作;当活塞碰到L2,则执行“工进”,否则不进行其他动作;当活塞碰到 L3,则执行“快退”,否则不进行其他动作。
3.3 程序设计
控制程序用自动和手动的切换模式,采用经典法设计,利用 X0 和 X1 的互锁来控制辅助继电器 M0 和 M1 切换 2 种工作状态。同时,考虑到动力滑台会存在没有停在原位的情况,采用控制按钮 X3 使 M0 和 M1 均失电,同时也使动力滑台快退来控制液压动力滑台退回原位。自动程序设计时,按下X0启动自动控制装置,活塞向右运动;若碰到传感器L1,X10闭合,要保持电磁铁1YA持续得电,Y0得电自锁,执行“快进”。若碰到传感器L2,X11闭Y2 得电自锁即保持电磁铁 3YA 持续得电,1YA 和3YA同时得电,执行“工进”。若碰到传感器L3,X12闭合,Y4得电自锁即保持电磁铁2YA持续得电,同时要使电磁铁1YA失电,需在Y0串联中加常闭开关X12,当X12闭合时,Y0失电,2YA和3YA同时对得电,执行“快退”。采用动控制系统完成“快进-工进-快退-停止”的工作循环。同时,结合试验台上的开关输入点数,采用对一个按钮的脉冲个数来控制系统各个行程工作的进行。
4 、调试中出现的问题及解决方法
问题 1 为液压实验台上的执行元件是按钮,如何通过按钮保持某一线圈持续得电;以及如何使某两个线圈同时得电,使得活塞执行相应的动作。解决办法是采辅助继电器自锁,以及行程开关的互锁,来实现电磁铁控制的逻辑关系。
问题2为在进行快进-工进-快退-停止的过程中,前两步运行正常,但是活塞不能正常退回去。其依然是程序问题,解决办法为采用控制急停的控制方式,使得实验操作过程更顺利。
问题 3 为手动程序和自动程序分开执行能正常运行,但是通过跳转切换活塞不动作,没正确解决双线圈的问题。解决办法为仔细理清跳转程序的条件,经调试最后采用的是2个按钮分别切换自动和手动控制。
5 、结论
该系统经仿真和调试,运行平稳,工作可靠,能够实现钻床动力滑台的基本动作要求。该系统的设计有以下特点:
①系统采用PLC作为控制器,抗干扰性强,稳定性高,接线简单,维修方便;
②在程序设计的过程中,采用GX Devel⁃oper PLC编程软件以及GX Simulator PLC 仿真软件作为软件开发平台,大大缩短了设计周期,提高工作效率;
③在液压实验台上模拟搭接钻床动力滑台液压系统,利用该硬件平台,可节省设计、调试成本,缩短了调试时间。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank> VL 4 车床投入使用:瑞士传动技术专家获益于埃马克上下料技术
- target=_blank>3D打印技术在汽车制造中的应用及中国汽车业的机遇与挑战
- target=_blank>Fluid SIM 仿真软件在液压传动教学中的应用--以小型液压钻床液压控制系统的教学为例
- target=_blank>ATOM DX™:微型,高效,一体化
- target=_blank>数控铣床加工过程能耗计算预测方法
名企推荐







