
高速钢轧辊加工及应用
摘要: 针对高速钢轧辊加工难度大,加工效率低等问题,从高速钢轧辊特点、刀具材质、机床性能、加工工艺以及使用等方面进行阐述,明确了刀具选型、加工工艺、机床要求和轧辊使用等要素对高速钢轧辊应用的影响。
关键词: 高速钢轧辊 刀具 加工工艺 机床 冷却
0 前言
安阳钢铁股份有限公司第一轧钢厂 260 机组轧钢生产线,以生产 Ф12 mm ~Ф50 mm 螺纹钢和矿用锚杆钢筋为主,同时兼顾核电用钢筋、高铁用精轧螺纹等功能性钢筋,轧机布置采用 6-4-7 工艺形式,1-10架平立交替,全连续无张力轧制。轧辊材质主要采用球墨无限冷硬铸铁、高镍铬无限冷硬复合铸铁。随着高速钢轧辊在线棒材轧机上的推广应用,260 机组在精轧机列全部采用高速钢材质轧辊,极大提高了轧机作业率、负差控制率和钢材表面质量。但由于其本身高硬度、难以切削加工的特点,制约高速钢轧辊的进一步拓展应用。笔者从高速钢轧辊优势、刀具材质选择、加工工艺、机床性能和轧辊使用等方面进行简要阐述,与大家探讨。
1、 高速钢轧辊
高碳高速钢复合轧辊( 简称高速钢轧辊) 是近年来发展最快且应用前景最广的热轧辊材料,它的成分是较为复杂的合金钢,在热处理工艺淬火后,即使在空气中冷却也能硬化。其工作层材料采用高碳钢,轧辊的芯部材料采用球墨铸铁、石墨钢或锻钢等,两种不同的材料通过离心铸造或者采用 CPC 工艺复合而成,基体组织一般为回火马氏体+贝氏体+碳化物,碳化物以高度弥散形式分布在基体中,所以具有很高的耐磨性、强韧性,导致车削加工难度大。高速钢轧辊与其他不同材质轧辊的力学性能对比见表 1。
表 1 高速钢轧辊与其它轧辊材质力学性能比较

高速钢轧辊特点是热稳定性好、淬透性好,碳化物硬度高,容易形成氧化膜,具有良好的抗热裂性和耐磨性能,对冷却水的要求远远低于硬质合金的要求,它的单槽轧制量能达到铸铁轧辊的 4~5 倍。有利于轧材负公差控制,提高轧材表面质量。主要是应用在线棒材成品和成品前机架以及切分轧制预切、切分孔型为主而研发的新型材质轧辊,硬度可达HSD78 ~ 90,具有很高的耐磨性,同时具有良好的抗冲击性能,抗热疲劳性好。随着高速钢轧辊在线棒材轧钢厂的普及,研发制造厂家随之迅速蔓延,但是各厂家在高速钢轧辊铸造过程中添加的合金元素有所差异,为此在加工、使用方面,切削难易程度和在线使用效果并非完全一致,整体上主要包含有钨、钼、铬、钒、铌等碳化物形成元素。
2 、刀具材质选择
刀具切削部分直接与轧辊接触切削,承受着很大的切削压力和冲击,并在高温、高压下,与轧辊发生剧烈摩擦,工况条件十分恶劣。高速钢轧辊的加工刀具通常选用金刚石和立方氮化硼( cubic boron nitride 简称 CBN) 这样的超硬材料,其切削速度比普通硬质合金刀具提高 10~20 倍,且加工表面粗糙度的值很小。而 CBN 材质刀具较金刚石又具有更高的硬度、热稳定性和化学惰性,以及良好的透红外形和较宽的禁带宽度等优异性能。
( 1) 高硬度。立方氮化硼( CBN) 仅次于金刚石,具有很高的硬度及耐磨性,是当前轧钢企业高速钢轧辊加工刀具材质首选。目前 CBN 刀具合成类型有聚晶片( 由 CBN 与结合剂合成) 和复合片( 由CBN 与结合剂合成复合在硬质合金片上) 两种。在高速钢轧辊加工上常采用金属陶瓷结合剂和超细晶粒 CBN 材 质 刀 具,常 用 牌 号 有 MBN3 500 和MBN5 000。实践也证明,这两种牌号的 CBN 材质刀具是加工高速钢轧辊的最佳选择。
( 2) 足够的强度和韧性。刀具切削部分材质在切削过程中承受很大切削力和冲击力。所以其必须具备足够的强度和韧性。聚晶金刚石( PCD) 有天然和人造两种类型,工业上多使用人造金刚石作为刀具材料。但是人造金刚石脆性大,抗冲击能力差,对机床的精度、平稳性要求高,同时金刚石刀具耐热性差,与铁元素有较强的亲和力,因此金刚石刀具主要用于有色金属及其合金材料加工,不适用加工铁系金属,故一般不用于轧辊加工。而 CBN 刀具热稳定性较金刚石高一倍,具有优良的化学稳定性,抗弯强度和断裂韧性介于硬质合金和陶瓷刀具之间,适合加工钢铁材料。
( 3) 高耐磨性和耐热性。一般来说,刀具材质硬度越高,耐磨性越好。耐磨性与耐热性密切相关,高温下硬度越高,表示耐热性越好。CBN 材质刀具能够在高温下保持较高的硬度,即红硬性好。同时在高温下抗塑性变形能力强,故此耐磨性也高。
( 4) 良好的导热性。导热性好的刀具材质其耐热冲击和抗热龟裂的性能也好。CBN 复合刀片热稳定性能在 1 000 ℃ 左右保持较好的红硬性,所以其受切削热量影响不大。
( 5) 良好的工艺性和经济性。CBN 刀具是利用人工方法在高温高压条件下用 CBN 微粉和少量的结合剂合成的 CBN 材质刀具,适合制造成各种形状,不同角度的刀片,是数控机床加工的理想刀具。硬质合金、人造金刚石与 CBN 材质力学性能对比见表 2。
表 2 普通硬质合金、人造金刚石与 CBN 材质力学性能

3 、高速钢轧辊加工
高速钢轧辊辊身工作层是在马氏体基体中弥散分布高硬度的细微碳化物,在切削加工过程中,对刀具刃口产生剧烈高频冲击,同时辊身加工中温度对硬度影响很小,加速刀具磨损,从而使得高速钢轧辊加工难度大,切削效率低。因此,高速钢轧辊的加工应采用高转速、低切削用量,勤换刀的方法,来克服加工过程的困难。
3.1 轧辊孔型的加工
高速钢轧辊孔型新辊加工由于粗加工量大,刀具磨损快、寿命短,所以一般先使用略小于孔型基圆直径的刀片在辊身上切出轧槽形状。然后采用CBN 刀具按照数控加工程序循环加工。切削用量根据加工孔型的不同部位,采用不同的参数。一般切削 深 度 选 择 为 0. 3 mm ~ 0. 4 mm,切 削 速 度60 m / min ~ 80 m / min,进给量在加工程序编制中根据需要设置,辊环部位为 0.8 mm/r 左右,孔型槽口圆弧部位 0.3 mm/r ~0.5 mm/r,孔型槽底( 基圆大圆弧) 为 0.3 mm/r ~ 0.4 mm/r,进行精加工。轧辊轧槽不同部位示意图如图 1 所示。
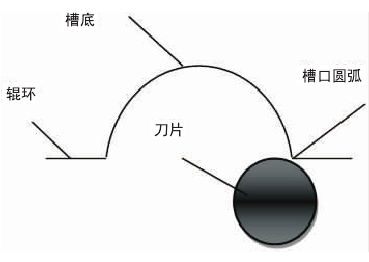
图 1 轧辊轧槽的不同部位
3.2 孔型加工常见问题
3.2.1 孔型不符合样板或尺寸精度
( 1) 槽底有缝隙。可适当降低孔型精加工的进给量,或在数控加工程序中减小刀具补偿。
( 2) 槽型不对称,一侧缝隙大。需更换新刀片,若问题仍然存在,就考虑在程序中增加丝杠补偿值。
( 3) 轧槽深度不够。若排除刀具磨损,就降低槽底圆弧加工的进给量或适当增加刀具补偿值。
3.2.2 刀具损坏形式
( 1) 崩刃。在切削刃上产生的几个小缺口或崩掉一小块是常见的一种损坏形式。如微崩刃的刀具在允许的磨损限度内还能继续切削,超差则需要更换,并适当降低切削用量。
( 2) 碎断。一般为刀具磨损后材料疲劳未及时更换或冲击载荷过大造成的,需要减小进给量。
( 3) 剥落。刀片在前刀面上产生贝壳状的剥落。是由于切削速度与进给量选择不匹配导致的,适当提高切削速度、减小进给量。
3.3 横肋铣削加工( 以 XK500C 多功能数控螺纹铣床为例)
在高速钢轧辊的加工横肋时,建议选用飞刀铣床( 如 XK9350 或 XK500 系列) ,在飞刀工位铣横肋,在摆头工位加工商标字符。装夹刀杆后调整刀头位置,采用专用孔型对中样板进行对正调整( 如图 2 所示) ,将刀杆上的刀头、样板与孔型调整到一条直线上,确认刀头对准基圆孔型正中后,取下对中样板,将刀退出。启动加工程序,采用手动( 手摇脉冲器) 缓慢进刀,直到刀头接触到槽底并产生铣削划痕,通过划痕检查确认对刀的准确性,如果刀头仍然不对中,同样采用手轮进行微调。
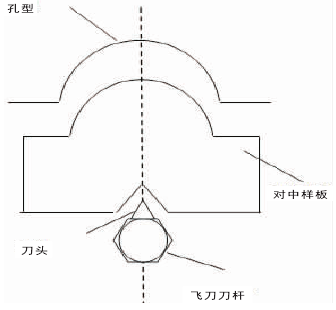
图2 孔型加工刀头对中示意图
铣刀头材质采用 H06 或 6EF 牌号,根据高速钢轧辊材质软硬程度,一般铣削加工进给量选择0.03 mm / r ~ 0.05 mm / r,勤检查刀头磨损情况,及时提前更换,避免刀具磨损加工阻力增大,损坏刀具,增加加工成本。
商标字符加工时,先将机床加工方式调整到摆头方式,对刀方式同铣横肋相同,采用 Ф8 mm ~Ф10 mm棒刀,一次加工够标准深度,字体大小及间距在加工程序中设定或修改。
4、 轧辊装夹方式及机床要求
高速钢轧辊装夹采用四爪重型卡盘或过渡套筒,加上尾座回转套筒式大顶尖,利用两顶一夹的装夹方式。目前棒线在用轧机多采用轧辊圆头端大螺栓固定,所以轧辊圆头中心孔内部往往是一个M48 mm或更大的螺丝孔,这就需要尾座顶尖定制为伞状回转结构,增加装夹刚性。传动端为了便于万向节套筒装卸方便,加工倒角大,标准卡爪卡不到传动端平面上,这就需要使用过度套筒,套筒内孔要大于辊头尺寸,圆周上安装4 ~ 6条螺栓,用于椭圆度微调。数控轧辊加工要求机床刚性好,安装牢固,减少周围设备对机床的震动影响。轧辊装夹牢固后,机床刀台对刀具的固定同样需要足够的刚性,在满足孔型最小圆弧的前提下,尽量使用大尺寸刀杆。当刀杆伸出较长时,需要安装辅助刀顶,支撑刀具弹性变形。
在飞刀铣床上进行横肋加工时,支承铜块间隙不宜过大,以确保飞刀刀杆刚性。加工过程中及时调整支承铜块磨损后与刀杆的间隙,防止刀杆折断。
5 、高速钢轧辊使用
高速钢轧辊在使用过程中,辊身冷却要求使用干净、低温水,既要保证水压,又要确保水量。从而避免过热导致辊身产生热裂纹,以及热裂纹的扩展造成辊身剥落,同时减少辊身温度过高,造成的辊身组织发生相变。理想的冷却系统是对轧槽呈环状分布多个喷嘴,如图 3 所示。保证向轧槽喷射出持续、充足的水流。一般水温不超 40 ℃,水压控制在 0.4 MPa ~0.6 MPa,单槽水量不低于 300 L/min ~500 L/min,保证有 70%~ 80%的水量在出口侧,水流要对准轧槽,避免散射。另外高速钢轧辊的热裂敏感度较高,在轧辊与红钢接触前,需提前打开冷却水,对轧槽进行冷却。
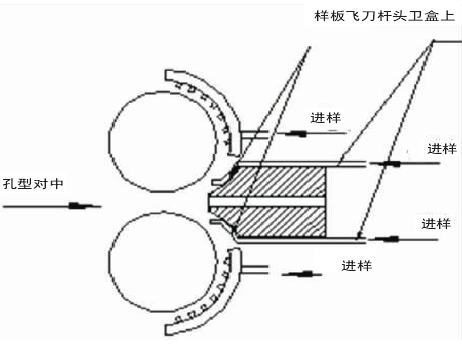
图 3 冷却水管
当发生卡钢或堆钢时,应继续给水冷却,使轧材及轧槽温度冷却下来后再停水,并将堆积在轧槽内的轧件移开。事故处理后再次生产时,如果轧槽温度高于 60 ℃,建议更换槽孔,而且要隔 2 个槽。
6 、结束语
高速钢轧辊的高硬耐磨性能,同等轧制条件下,与冷硬铸铁轧辊和高镍铬复合铸铁轧辊相比,磨损量更小,单槽轧制量成倍增加,且能够大大改善钢材表面质量,有效控制负差尺寸精度,在线棒材机组的优越性日益凸显。但是高速钢轧辊的加工刀具材质是制约其发展的一大瓶颈,随着 CBN 刀具材质的持续升级,通过合理的加工工艺,在机床刚性满足加工条件下,加工难度会逐渐降低,加工效率将得到进一步提升,同时高速钢轧辊的冷却方式也将随之改进。为此,高速钢轧辊的推广应用前景广阔,必将带动高速钢轧辊优势发挥到极致,推动轧钢生产装备的再次飞跃。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>轴承套圈端面圆弧槽磨削砂轮修形方法
- target=_blank> 主轴动态精度测试与分析
- target=_blank>内胆冲孔伺服液压机
- target=_blank> 三种方式解决切断切槽加工难题
- target=_blank>变频器在电力系统工程应用中的干扰及解决方法
名企推荐







