
提高应变梁加工合格率
摘 要: 本文分析了应变梁因平面度超差而出现的质量问题,通过刀具、加工参数等方面改进来提高其加工质量。
关键词:平面度 刀具 加工参数
0 引言
蓄电池作为船舶航行的动力电源时,蓄电池监测系统可以实时监控蓄电池的性能,对船舶的续航能力至关重要。应变梁作为蓄电池监测系统的一个重要零件,其加工质量的好坏直接影响到该监测系统测量的准确性。
应变梁采用 0.5 mm 厚 TC1 钛合金板加工而成,钛合金板虽然具有强度高密度小、机械性能好、韧性和抗蚀性能好等优点[1],但钛合金的可加工性差,切削加工困难,加工易变形。我公司生产的应变梁合格率仅为 64.7%,已成为制约产品质量和交货进度的瓶颈,图 1 为应变梁的结构及实物图。
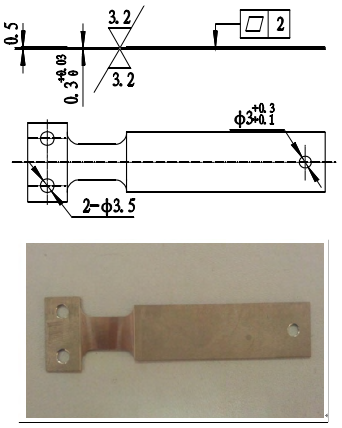
图1 应变梁的结构及实物图
1 、原因分析
应变梁的加工过程主要由下料、线切割、钳、数控铣、筛选等五大工序组成,图 2 为应变梁的加工工艺流程图。
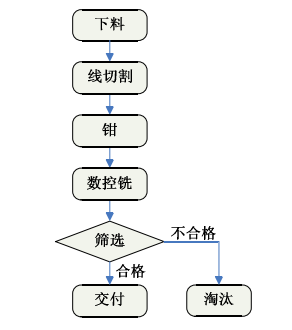
图 2 应变梁的加工工艺流程图
在加工完成后,要对应变梁的尺寸、表面粗糙度、平面度进行筛选,以判断应变梁是否满足要求,如果尺寸、表面粗糙度及平面度等参数均满足要求,则应变梁合格。
我们对生产的不合格的 406 件应变梁进行了调查,并对其进行了分类统计,共有三类:平面度超差、尺寸超差和表面粗糙度超差,统计结果如表所示。
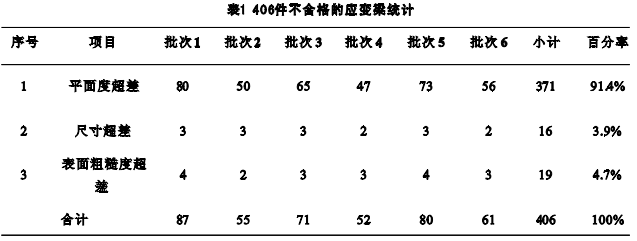
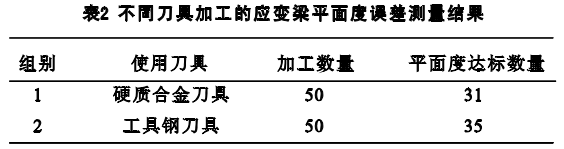
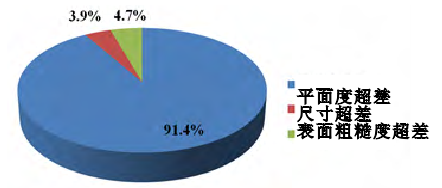
图3 不合格分类饼分图
通过饼分图可以看出,平面度超差的应变梁数量最多,占不合格总数的 91.4%,远远高于其他两类应变梁。因此,平面度超差是应变梁不合格的问题所在,如果能解决此问题,则应变梁合格率可大幅提高。
通过调查研究发现,应变梁平面度超差是由于切削加工的残余应力引起的变形,对应变梁的加工过程进行分析,残余应力主要是在铣削加工过程产生的,其余基本可以忽略,因此我们对应变梁的铣削加工过程中采用的刀具和切削参数进行分析。
1.1 现场试验不同材质刀具对平面度的影响
1)查工艺文件:工艺文件中没有明确规定使用何种刀具;
2)加工现场实际使用的刀具:硬质合金刀具;
3)查阅资料,刀具材质对钛合金的加工变形有较大影响,进行工艺试验:
首先使用硬质合金刀具加工 50 件应变梁,然后在其他条件都不变的情况下,改变刀具材料,换成工具钢刀具,同样加工 50 件应变梁,然后测量并记录平面度达标的应变梁数量,结果如下表。可以看出,在改变刀具材料后,应变梁的变形减小,平面度达标的应变梁数量增加了 12.9%,平面度超差问题得到一定程度解决,表明刀具材质对问题症结影响程度较大。
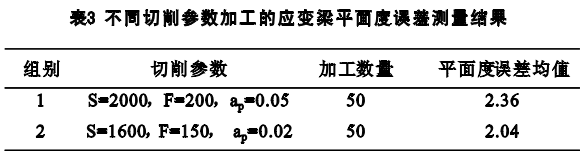
1.2 现场试验不同切削参数对平面度的影响
为确认切削参数对应变梁切削应力的影响,进行工艺试验:
1 )在常用的切削参数(主轴转速 S=2000r/min,进给量 F=200 mm/min,背吃刀量 ap=0.05mm)下加工 50 件应变梁;
2)在其他条件都不变的情况下,改变切削参数 ( 主 轴 转 速 S=1600 r/min , 进 给 量 F=150mm/min,背吃刀量 ap=0.02 mm),同样加工 50件应变梁;
3)加工完成后,测量并记录应变梁的平面度,
结果如下表。
可以看出,在改变应变梁加工过程的切削参数(包括主轴转速、进给量、背吃刀量)后,应变梁的变形减小,平面度误差降低了 13.6%,平面度超差问题得到一定程度解决,表明切削参数对问题症结有较大影响。
经过确认,最终确定影响应变梁平面度超差的主要原因是:刀具选材不合适,切削参数不合适(包括主轴转速、进给量、背吃刀量)。
2 、分析解决
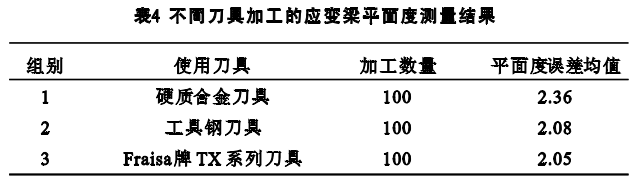
2.1 通过工艺试验确定合适的刀具
分别使用三种不同的刀具:硬质合金刀具、工具钢刀具、Fraisa 牌 TX 系列刀具,在相同的条件下,分别加工 100 件应变梁,加工完成后测量并记录应变梁的平面度误差,结果如下表。可以看出,三种不同的刀具中,第三组加工出的应变梁平面度误差均值最小,相比原来的硬质合金刀具,平面度误差降低了 13.1%,表明Fraisa 牌 TX 系列刀具加工的效果最好,可以有
效减小变形,改善平面度超差问题。因此将 Fraisa牌 TX 系列刀具纳入应变梁生产操作工艺规程,指导现场生产。
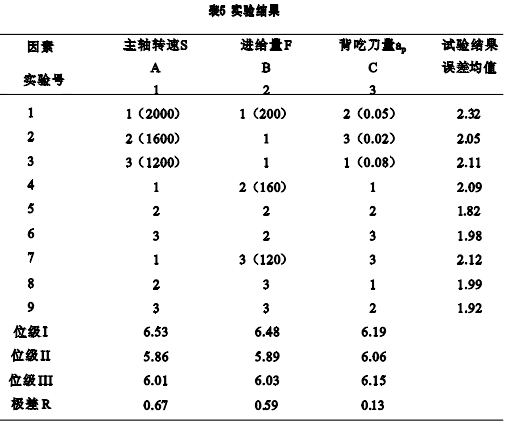
2.2 通过正交试验确定合适的切削参数(主轴转速、进给量、背吃刀量)
1)试验目的和考察指标:目的:通过正交试验法,找出最佳切削参数组合,达到降低应变梁平面度误差、提高加工合格率的目的[3];方法:分别选择不同的主轴转速、进给量和背吃刀量对其验证。考察指标:应变梁平面度误差均值。
2)试验因素:经分析研究,有三个因素需确定最佳条件:
a)主轴转速;b)进给量 c)背吃刀量。
3)选位级、制定因素位级表:根据工艺分析和具体实际情况,每个因素可选三个位级较为合适:a)主轴转速 S(r/min):A1=2000;A2=1600;A3=1200b)进给量 F(mm/min): B1=200;B2=160;B3=120c)背吃刀量 ap(mm):C1=0.08;C2=0.05;C3=0.02
4)设计试验方案:选用 L9(34)正交表安排试验,每组试验加工 50 件应变梁,加工完成后测量并记录应变梁平面度,结果如表 4。
5)试验结果分析:
a)各因素对结果影响的重要程度极差 R 最大者,就是对结果影响程度最大,R 最小则影响程度最小。因此,影响应变梁平面度的因素重要程度次序是 A、B、C。b)直接看从试验表中可以看到,第 5 号的应变梁平面度误差均值最低,试验结果最好,其切削参数组合为:A2 B2 C2。c)算一算从位级之和可以看出,降低应变梁平面度误差最佳的切削参数组合应是:A2 B2 C2 趋势图如图4。
d)综合评定“直接看”与“算一算”结果一致,表明最佳切削参数是 A2 B2 C2 。
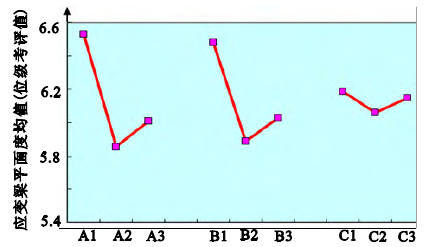
图4 应变梁平面度均值
5)确定工艺参数组合
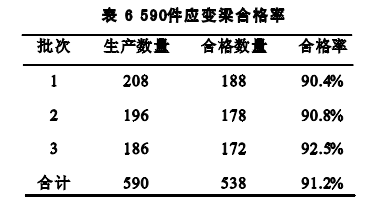
把 A2 B2 C2(主轴转速:1600 r/min;进给量:160 mm/ min;背吃刀量 ap:0.05 mm)的工艺组合纳入应变梁生产工艺守则,指导现场生产。采用改进后的工艺方法加工 590 件应变梁,合格率统计如表 6 所示,应变梁合格率达到了91.2%。
3 、结论
通过对刀具、加工参数等方面的改进,提高了应变梁的加工质量,降低了生产成本,同时为同类产品的加工提供了借鉴。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank> 泥水盾构刀具刀筒及联接螺栓损坏原因及对策
- target=_blank>高速钢轧辊加工及应用
- target=_blank>轴承套圈端面圆弧槽磨削砂轮修形方法
- target=_blank> 主轴动态精度测试与分析
- target=_blank>内胆冲孔伺服液压机
名企推荐







