
FANUC系统数控车削加工中子程序的应用与研究
摘要:随着数控系统的广泛应用,对于在数控车削加工过程中的一些较难加工的抛物线、椭圆、双曲线等都可以利用 FANUC数控系统进行子程序编程。将一些难操作的车削加工工作编进程序里,存储到 FANUC 系统存储器里,随时调用,从而简化程序,减少加工过程中出现的根切问题,提高数控车削加工的工作效率。通过对子程序应用于 FANUC 系统车削数控加工的具体实例分析,提出了在车削加工的子程序编程方法中先要掌握哪段程序组需要用子程序进行编程,然后分析具体情况,掌握走刀的路径,把握车削初始点、终止点的位置及车削加工的被吃刀量等关键技术参数,最后根据轮廓进行子程序的计算,从而保证车削加工工作的质量问题以及工作效率。
关键词:子程序;FAUNC 系统;数控车削
随着我国数控车削加工技术的发展,FANUC 系统数控车削加工技术的应用越来越广泛。目前,在进行数控车削加工工作时,当加工到某些轴套类部件时,通常会出现大凹圆弧以及轮廓形状的根切现象。传统的大车加工由于其径向尺寸没有规律,因此很容易造成根切现象,无法满足现代的车削加工工作。但是,应用 FAUNC 系统的子程序能够解决这些问题,从而提高车削加工工作的质量与效率。
1 、子程序的编程方法
FANUC 数控系统程序包括子程序与主程序。数控系统通常是按照主程序的指令进行工作,但是如果主程序里存在调用子程序的命令,那么数控系统便按照子程序运行。在 FANUC数控系统存储器中,可以存储的子程序与主程序合计为 63 个程序。
1.1 子程序的定义
当进行零件加工工作时,经常会出现完全相同的几何形状的轨迹,在进行此车削加工的程序编程时,有一些重复模式以及固定顺序的程序段能够被好几个程序反复利用,这个被重复利用的程序段能够做成固定的程序,并且加以固定的命名,这个被命名的程序段便是子程序[1]。
1.2 子程序的嵌套
利用子程序的方式调用另一个子程序能够做到简化程序的目的,这个过程称为子程序的嵌套。第一层子程序与主程序的关系,与子程序的上一级与子程序的下一级的关系相同。但是需要注意的是子程序的嵌套过程不能够进行无限次嵌套,其能够嵌套的层数需要取决于 FANUC 数控系统。通常在 FANUC数控系统中能够进行两次嵌套。但是当选择功能具有宏程序时,系统能够进行四重子程序的调用。同时,一条子程序的调用命令能够重复地、连续地进行同一个子程序的调用,最多能够进行 999 次的子程序调用。
1.3 注意事项
在进行车削加工数控系统的子程序编程时,应该注意确定车削的循环次数,车削初始点、终止点的位置,车削加工的被吃刀量。将这三者有机结合,确保 W 向累积和是偏移量或者零点,U 向累积和是被吃刀量[2]。
2、 子程序的实际应用举例
2.1 在不同齿距的槽型轮廓中的加工应用
对于相同齿距的槽型车削加工方式,通常采用循环的加工方式较为简单;对于不同齿距的槽型车削加工方式,通常采用子程序的调用模式比较简单。下面是不等距的槽型加工。
例如:长度为 77 mm,毛坯料为?35mm,外圆车刀为一号刀,切槽刀为二号刀(对刀点是左刀尖,刀宽是 2 mm)。
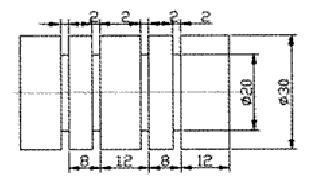
由于此工件的长度并不是特别长,因此可以将工件的?35 mm 的外圆及其左端面作为基准定位,利用常用的三爪卡盘将工件夹紧,将工件的右端面中心点作为工件的原点。一号刀是 90 度的外圆车刀,进刀速度为 0.15 mm/r,二号刀为切槽刀,进刀速度为 0.1 mm/r[3]。
其程序语句为:
2.2 在大凹圆弧的加工应用
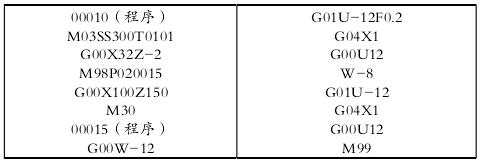
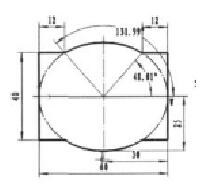
如下图所示,是大凹圆弧的加工形式,利用 FANUC 系统数控车削加工中的子程序进行编制,要完成粗车制造,需要重复调用八次子程序并选用 35 度的尖刀。

每次的背吃刀量为 2 mm,大径为 30 mm,小径为 14 mm,n=(30-14)/2=8,X=30+(30-14+1)=47,Z=-5.03。其程序语句为:
2.3 在车削外椭圆曲面的加工应用
编制如下图所示的椭圆面零件加工子程序,保证零件加工的表面尺寸。设 W 处为编程原点,椭圆长半轴为 a,其长度为20 mm,椭圆的短半轴为 b,其长度为 10 mm。
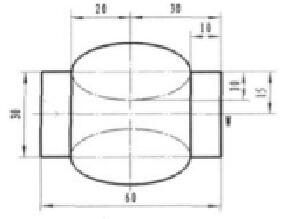
如图所示, 工件的外椭圆曲面的车削加工参数方程为:Z=a*cos ? ? β =20*cos?? 20。X=a+b*sin?=15+10*sin?,当加工外椭圆的上半轴时取加号)。参数方程中的?是变量,其在 0 到 180 之间。椭圆的中心为(30,-30),X 方向为退刀、让刀,?为动点变换,其值为?+ 步距,让刀量的变换方程:X=X-1[4]。
其子程序语句为:
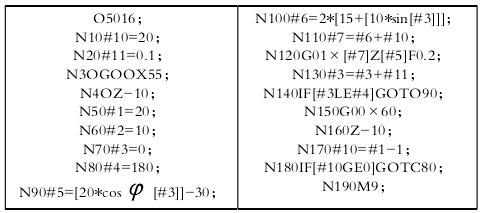
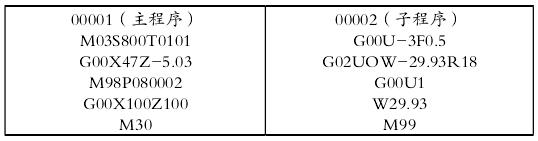
编制如下图所示的椭圆面零件加工子程序,保证零件加工的表面尺寸。设 W 处为编程原点,椭圆长半轴为 a,其长度为30 mm,椭圆的短半轴为 b,其长度为 25 mm[5]。
如图所示,工件的外椭圆曲面的车削加工参数方程为:Z=a*cos? ? β =30*cos ? ? 30。X=a+b*sin ? =25sin ? ,当加工外椭圆的上半轴时取加号)。参数方程中的是变量,其在48.01 到 131.99 之间。椭圆的中心为(0,-30),X 方向为退刀、让刀,? 为动点变换,其值为? + 步距,让刀量的变换方程 :X=X-1。其子程序语句为:

总之,随着我国数控车削加工技术的广泛应用,在实际车削加工工作中利用 FANUC 系统的子程序编程是十分重要的。首先要掌握车削加工中哪段程序组需要用子程序进行编程,然后具体情况具体分析,掌握走刀的路径是沿着径向还是轴向偏移,确保 W 向累积和是偏移量或者零点,U 向累积和是被吃刀量,最后根据轮廓进行子程序的计算,从而保证车削加工工作的质量问题以及工作效率。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>车床上钻镗深孔和小孔经验技巧
- target=_blank> 水润滑陶瓷主轴研究现状与关键技术
- target=_blank> 一种高效永磁同步电机主轴静动态特性有限元分析方法
- target=_blank>利用自制铣刀在万能铣床上加工链轮
- target=_blank>德国SIKO AP20S智能型位置指示器——能在生产设备上进行流程可靠的线性调整
名企推荐







