
840D 数控系统 H 功能实现旋风刀架的程序开合
摘要:数控重型曲轴车床旋风刀架使用的是可开合分体式转盘,由于转盘的开启和闭合控制流程较为复杂,为避免使用人员的误操作,利用 SIEMENS 840D 数控系统 H 功能编写 NC 程序,采用 NC 程序和 PLC 程序相结合的方式,可以实现旋风刀架的程序开合控制。
关键词:旋风刀架;PLC 程序;840D 系统;H 功能
0 引言
旋风刀架是数控重型曲轴车床的核心部件,主要用于加工大型船用低速柴油机曲轴的柺颈部位。旋风刀架的切削方式为转盘带动刀具旋转、工件固定。图 1a 为其闭合加工状态。在加工前,先开启旋风刀架上分体,将曲轴拐颈卡住后,再闭合加工。图1b 为开启状态。旋风刀架的开合涉及的动作控制流程较多,为避免操作人员使用时的误操作,利用 SIEMENS 840D 系统 H 功能编写 NC 程序,实现旋风刀架的程序开合控制。
1、 旋风刀架开合控制流程
旋风刀架的上体 (TOP PART) 开启与闭合由液压油缸驱动。旋风刀架内部切削用的回转盘(ROTARY RING)带有齿圈,通过主驱动齿轮带动进而实现回转切削运动。回转盘上装有刀盘,刀盘由伺服机驱动,通过进给齿轮的行星差动精密机构传递,可在转盘上做径向进给运动(U2轴)。
回转盘分为两部分,转盘上分体可随旋风刀架上体一起开合。开启前,转盘上下分体和内部齿圈由 4 个锁紧机构锁定,避免内部齿圈脱出。4 个锁紧机构分别为固定转盘上分体的上插内齿(ROTARY RING UPPER PART),固定上部进给齿轮的上插外齿 (FEED GEAR),固定转盘下分体的下插内齿(ROTARY RING LOEERPART),固定主驱动齿轮的下插外齿 (MAIN GEAR)。
在闭合使用时,需要将 4 个锁紧机构全部放松。锁紧机构的锁紧和放松是否到位由行程限位控制。
回转盘左右有 4 个对接把合上下分体的把合螺钉(SCREWS),在闭合切削使用时需要安装把合,旋风刀架开启前需要拆掉。把合螺钉不用时,有固定的放置位置,装有感应开关,进而判断把合螺钉处于安装或脱离状态。
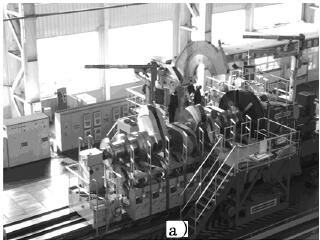

图 1 旋风刀架的开启与闭合
闭合时,由一个伺服电机带动锁紧螺杆 (SCREW DRI-ER),将旋风刀架上体与下体紧密固定。开启前,需要将锁紧螺杆松开。锁紧螺杆的锁紧和放松是否到位由行程限位控制。
旋风刀架开启时,需要将回转盘旋转到固定开启位置,同时移动 U 轴到固定开启位置,这样使 4 个锁紧机构能对准插孔。判断回转盘和 U2轴是否到达固定开启位置,分别通过感应开关来实现(IN/NO OPENING POSITION)。闭合动作流程如图 2 所示。开启动作流程如图 3 所示。
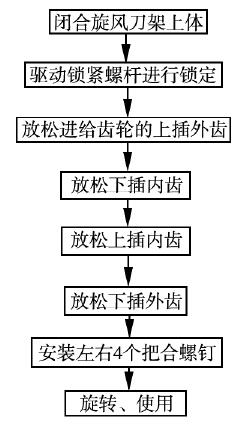
图 2 旋风刀架闭合流程
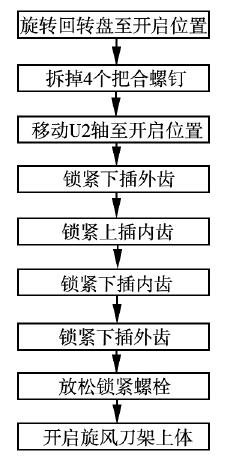
图 3 旋风刀架开启流程
旋风刀架开合控制流程较为复杂,操作人员使用时,如果漏掉某一个步骤,严重时会造成内部齿圈脱落,对设备造成重大损伤。如果全部使用 PLC 进行各种运算控制,程序较为复杂。为了便于操作人员使用,可以使用 H 辅助功能实现程序开合。
2、 H 功能简述及参数设置
840D 数控系统功能有 M(辅助功能)、S(主轴功能)、H(辅助功能)、T(刀号)等,相比其他辅助功能,H 功能的处理终端为 NC的 CPU,运算功能较为强大,处理执行速度快,由 NC 的插补周期决定。运用 PLC 与 NC 程序相结合的方法实现旋风刀架的开合,PLC 程序将大为简化,也能直观显示操作流程顺序,避免误操作。H 功能的传输 PLC 接口地址如图 4 所示。
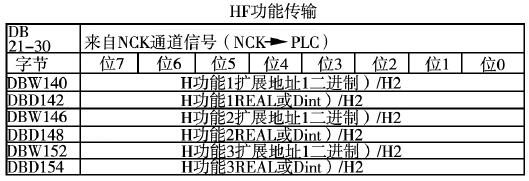
图 4 H 代码与 PLC 传输接口地址
系统定义了同一个 NC 程序段中对多可以编程 3 个 H 代码指令,故 PLC 的接口也定义了 3 个。在PLC 的接口地址方面,DBW140 作为该 NC 程序段中第一个 H 代码指令的地址,DBD142 作为第一个H 代码指令的内容。H 功能的值类型有整数和浮点数,在本机床采用的是整数,要把参数 MD22110 设置为 1。
3 、利用 H 功能编写的 NC 开合程序及相应 PLC 程序
3.1 旋风刀架开启的 NC 程序
以旋风刀架较为复杂的开启程序为例,根据 H 功能编写的NC 程序如下:
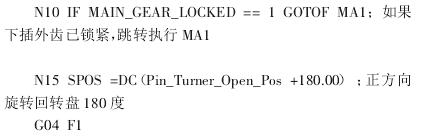
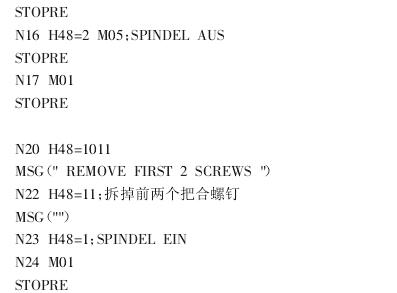
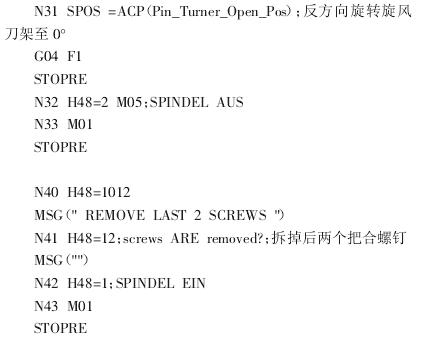
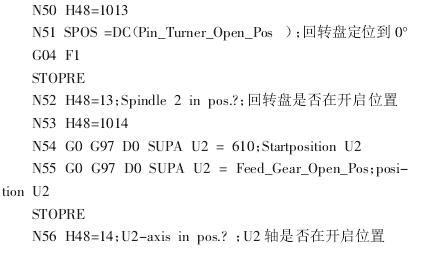
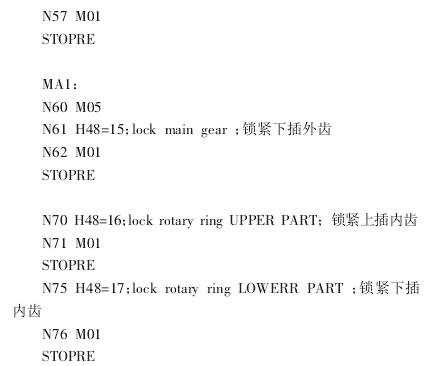
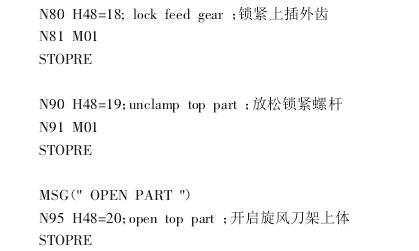
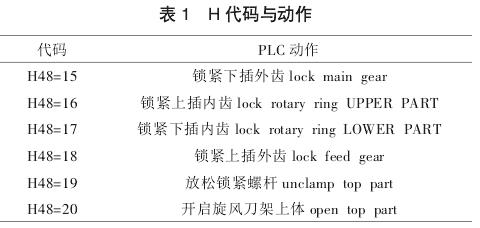
可以看到相应的每段程序用了一个 H 代码,分别实现以下动作(表 1):
3.2 旋风刀架开启的 PLC 程序
与 NC 程序相对于的 PLC 程序节选如下:
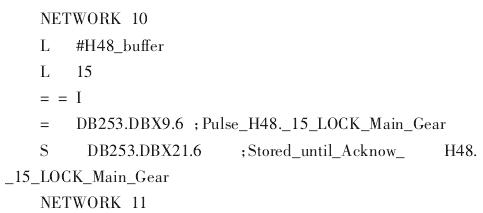
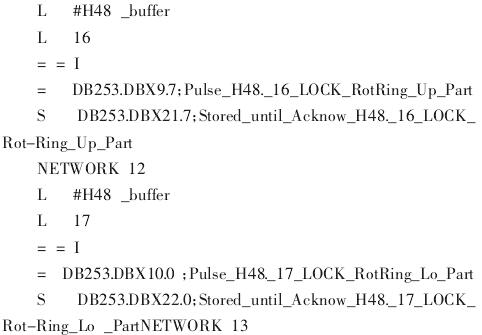
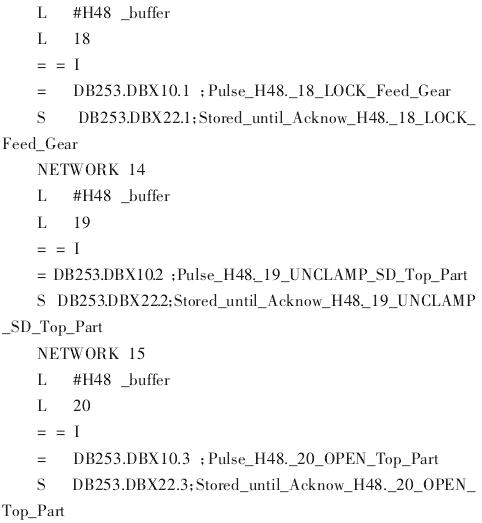
利用 DB253 中间变量,实现 PLC 和 NC 变量的衔接,最终控制在 PLC 中的相应输入输出点。
4 、结语
H 辅助功能主要将拆掉螺钉、锁紧插齿、放松螺杆等信息传递给 PLC 程序,通过 PLC 程序来实现各个动作。通过 NC 程序和 PLC 相结合的方式,可以实现旋风刀架的程序化开合,杜绝操作人员的失误操作,使用效果良好,同时也为设备设计及维修人员使用 H 功能提供一些经验。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>航空发动机制造装备的性能需求
- target=_blank>商用车领域中的轻量化设计 :EMAG 针对卡车差速器开发整体生产解决方案
- target=_blank>国产数控系统在大型舰船装备制造领域示范应用
- target=_blank>探叙工业生产作业中的静电及其应对策略
- target=_blank> 保证夹具装配精度的加工方法
名企推荐







