
数控车床加工锥面的刀具轨迹设计与优化
摘要:分析常用多重循环指令 G71,G72,G73 和锥面切削循环指令 G90,直线插补指令 G01 的适用范围及优缺点。结合具体锥面工件,提供了一种加工锥面刀具轨迹的优化方法,借助 Auto CAD 绘制刀具轨迹图,查找锥面切削循环指令 G90 刀具轨迹的快速退刀拐点的坐标,缩短走空刀的路程;并利用 G90 的模态特性简化缩短程序,编写了具体加工程序并进行实践应用。这种优化方法可明显提高大批量生产效率,具有推广价值。
关键词:数控车床;加工锥面;刀具轨迹;优化
0 引言
圆锥面加工可使用车普通床或数控车床实现。使用普通车床加工圆锥面,要依靠旋转小滑板到所需角度进行加工,加工过程要通过多次试切进行调整角度,用万能角度尺不断测量工件锥角,直到需要角度。
由于在调整角度过程中车床角度刻度盘的每刻度是 1°,所以普通车床存在系统误差,难以达到设计要求和加工要求。
现在加工圆锥配合面或精度要求高的圆锥面都使用数控车床加工。
精度和效率是数控车床加工需要考虑的主要问题。以提高数控加工效率为目标,可以选择合理的加工工艺参、方法,缩短切削时间,提高加工效率;还可以通过产生合理简洁的刀具路径,在保证加工精度要求下最大限度优化刀具轨迹,减少加工时间,实现高效率的加工
。
设计合理高效的刀具轨迹是提高加工效率的一个重要环节。数控车床锥面加工可应用的加工指令很多 , 基于GSK980TD 机床,就有多重循环指令 G71,G72,G73,切削循环指令 G90 及直线插补指令 G01 可供选择,这些指令生成的刀具轨迹各有优点,可应用于不同锥面加工。
1 、数控车床加工锥面的常用刀具轨迹
轴向粗车循环指令 G71 适用于如棒状非成型毛坯的粗车加工(图 1),径向粗车循环指令 G72 适用于如盘状非成型毛坯的粗车加工(图 2)。
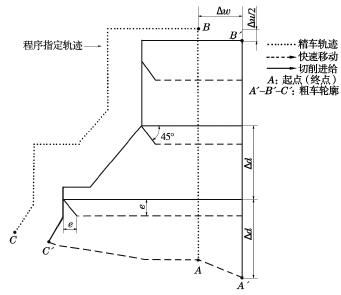
图 1 G71 指令循环轨迹
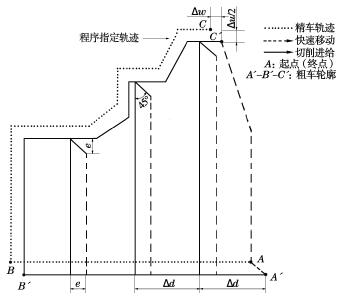
图 2 G72 指令循环轨迹
从刀具轨迹可见,其最大区别在于进刀方向:G71 轴向进刀车削,G72 径向进刀车削。封闭切削循环指令G73,适用于成型毛坯的粗车加工,刀具轨迹如图 3 所示。
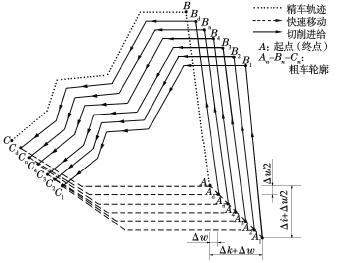
图 3 G73 指令循环轨迹
G71,G72 与 G73 都可以在本指令上预留精加工余量,由后续精加工指令 G70 加工,应用起来也是这样。从加工效率角度考虑,G72 更适用于加工锥度大于 2:1 的圆锥面,G71 更适合加工锥度小于 2∶1 的圆锥面。
加工锥面时,G71,G72 会留下锯齿状加工余量,如果背吃刀量较大,最后一刀仿形车削的切削力波动很大,会影响刀具寿命和加工质量。径向进刀或轴向进刀都对锥面存在较大挤压力,使工件形成较大的内应力。
因而对高精锥面加工,G71,G72 并非最佳选择。
毛坯的粗车加工,如果用于加工棒料毛坯,由于偏置刀量的累积,表层加工阶段会走很多空刀,严重影响加工效率。因而对于使用棒料毛坯加工圆锥面,G73 也不是一个较好选择。切削循环指令 G90 可实现柱面或锥面切削循环,从切削点开始,进行径向(X 轴)进刀或轴向(Z 轴)进刀,也可以 X、Z 轴同时切削,即可直接加工锥面,刀具轨迹如图 4 所示。
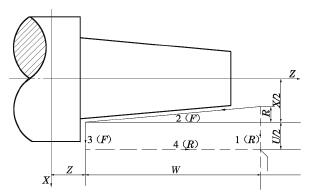
图 4 G90 指令轨迹
加工锥面指令格式为:G90 X__ Z__ R__ F__;其中 R 为切削起点与切削终点 X 轴绝对坐标的差值(半径值),带方向。应用 G90 锥面切削循环指令具有减少切削应力的优点,因为直接加工锥面,走刀方向就是锥度方向,比直接轴向或径向进刀的 G71,G72,G73
,G90 的轴向与径向的切削分力小很多。
如图 5 所示,基面 Pr上切深抗力 Fy、进给抗力 Fx合成基面上的合力 Fxy,基面上的合力 Fxy显然是对工件产生内应力影响最大的。假设切深抗力 Fy一样大,直接轴向的进给抗力 Fx1与 G90 指令的斜向走刀的进给抗力 Fx2相等,由力的四边形法则可知,合力 Fy2比合力 Fxy1小很多。
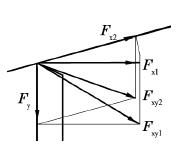
图 5 基面 Pr 上的切削力
锥面切削循环指令 G90 的斜向走刀时,相当于减小了主偏角,但切深抗力 Fy不增反减,这是因为工作平面已经改变,进给方向为锥面方向。假设合力 Fxy2与合力 Fxy1相等,则 Fy会因斜向走刀变得更小,从而减小了工件的变形和振动。
G90 指令是人工分层编写背吃刀量的,比背吃刀量自动分层的G71,G72 指令更利于灵活规划粗加工、半精加工及精加工。利用 G90 锥面切削循环指令为模态指令还可简化编程,不用指定切削起点和退刀点过程,只须指定切削终点:X 为切削终点 X 轴绝对坐标,Z 为切削终点 Z 轴绝对坐标。
G01 指令虽然也可通过走斜线插补实现锥面切削,但要指定快速插补G00 及直线插补 G01 的所有起始点,编程过程繁琐。
2 、数控车床加工锥面的刀具轨迹优化
以上各种刀具轨迹描述了加工过程中刀具相对于工件运动的具体方式、路径与位置,包括有效的切削运动轨迹和辅助运动轨迹,切削运动轨迹以实线表达,辅助运动轨迹以虚线表达。
辅助运动轨迹主要用于刀具定位、切削轨迹段间转接等,虽不直接参与工件的成型,但却是加工中不可缺少的过程,一般都以快速定位指令 G00 实现,路径长且需要花费一定的加工时间。
图 6 所示的锥面工件,是大量生产的压管机弹簧压头的半成品,其锥面加工是加工质量和加工效率的关键。
根据前面各种刀具轨迹的分析,决定选用 G90 指令实现锥面切削循环(图 7)。依图分析可知,切削进给的刀具轨迹有一半是没实质加工的,浪费了近一半的加工时间。进行大批量加工应要求优化刀具轨迹,减少空走刀的时间。
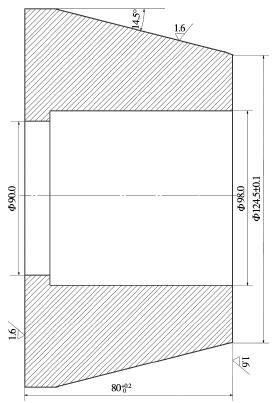
图 6 锥面零件
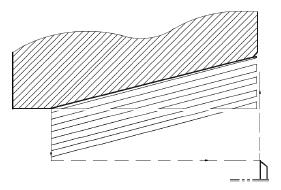
图7 G90 优化前刀具轨迹 14.5°
优化方法:借助 Auto CAD 在外轮廓的基础上先绘刀具轨迹图,查找锥面切削循环指令 G90 刀具轨迹的快速退刀拐点的坐标,缩短走空刀的路程(图 8)。当 X 值大于材料直径时,刀具即立即轴向退刀,省去了近一半的刀具轨迹行程。
但刀具轨迹的各个拐点如果采用 G01 指令编程将会使程序变得很长,此时,可应用G90 指令进行优化,使用 Auto CAD 查询出切削起点与切削终点 X 轴绝对坐标的差值(半径值),即可节省每段程序的 X 值的输入。
切削终点 Z值设定为刀具刚好离开所加工外锥面开始走空刀时确定的 Z 值。优化后的刀具轨迹如图 9 所示,明显减少了走空刀的刀具轨迹,加工效率大幅提高。
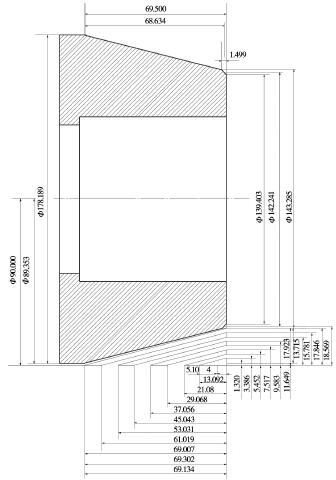
图8 优化刀具轨迹的坐标取值
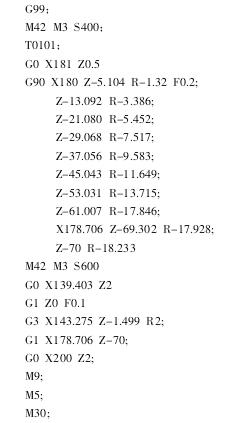
应用 G90 指令进行圆锥切削优化后的程序如下 :
3 、结论
加工实践表明,应用 G71 刀具轨迹加工一个锥面用时 15 min,而应用优化后的 G90 指令刀具轨迹加工一个锥面是 8 min,效率提高近一倍,证明了这种加工优化方法的有效性。这种优化方法对于大批量生产具有重要意义,有推广价值。但这只是对一个工件的优化法,适合大批量、高精度的锥面加工,对小批量而多种锥度不同的工件还可以应用宏程序进行 优化。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>海德汉Clone - 保护重要数据
- target=_blank>SIEMENS 840D 系统的数控机床误差补偿研究
- target=_blank> 机体顶面螺纹孔多工位全自动加工设备的研制
- target=_blank>3-PUU 并联机构激光平面切割机数控系统的研究
- target=_blank>国产数控机床和数控系统在汽车零部件制造领域应用示范
名企推荐







