
数控卧式车床镗刀座的设计
摘 要:通过对深孔加工现状的分析和用户的实际需求,设计了一套三支撑的镗刀座装置,并对镗刀座各段的夹持长度进行了合理的分配,使镗杆的重心恰好落在镗刀座上,避免了镗刀座在运转过程中的爬行。又对镗刀座的理论数值计算和静力学分析,得出镗杆的弯曲变形在许可范围内,从理论上验证了设计方案的合理性、可行性以及安全性。
关键词: 镗刀座 镗杆 支撑 长径比 夹持
深孔加工在机械制造行业中占了很大的比重,尤其是军工领域,过去一段时间,加工难度大、成本高在一定程度上限制了深孔加工领域的发展和进步。随着现代高科技水平的发展和先进技术的应用,深孔加工技术水平也得到了相应的发展。机械产品中经常遇到需要加工长径比较大,同时孔径又不大的深盲孔,目前这类深孔加工是一个难点。现有的方式一般是在数控深孔钻床上加工,缺点是孔的加工精度较低。另一种方式为悬臂镗杆加工,但能加工的深孔长径比小,目前世界上领先的 Sandvik 等公司开发的悬臂抗震镗杆悬臂长度能达到 10 倍直径[1],能使深孔加工的精度较深孔钻有较大提高,但加工孔的深度也受限于镗杆的直径大小。 新设计的镗刀座可安装 Ф280×4000mm 的镗杆,用该镗杆加工内孔直径为 Ф290±0.20mm,孔深长达1960 mm。要求内圆加工表面光滑,圆柱度公差为0.02 mm,粗糙度达到 Ra3.2μm 以上。该镗杆长径比达到 14.286,以往设计的镗刀座无法借用,需要对镗刀座进行重新设计,如图 1 所示。
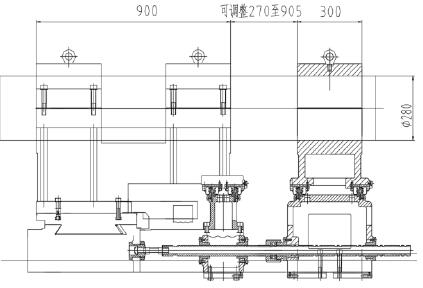
图 1 镗刀座示意图
1 、 镗刀座的设计
1.1 镗刀座装置的结构
新设计的镗刀座由中拖板、上座、支架、上盖、移动下座、移动上座、调整垫、压板、直线滚动导轨、压紧块、牵引法兰、C 形垫圈、螺母、支撑法兰、拉管、T 形螺栓、连接套组成。
1.2 镗刀座的支撑方式
该镗刀座设计上选择了中拖板 、支架 和独立辅助支撑即移动下座与三支撑点共同支撑的方式。中拖板与上座采用固定式螺钉联接固定。支架通过螺钉联接安装在大拖板上,并通过调整垫支撑着上座。独立辅助支撑由移动下座、移动上座、调整垫、压板、直线滚动导轨、压紧块共同组成,移动下座上装有双直线滚动导轨,移动上座通过调整垫与移动下座联接,并可以在双直线滚动导轨上跟随中拖板沿 X 轴移动。独立辅助支撑通过连接套、T 形螺栓、拉管、支撑法兰、螺母、C 形垫圈、牵引法兰与大拖板联接,螺母、C 形垫圈、牵引法兰用于调整独立辅助支撑与上座的距离,本方案设计的可调距离为 210~910mm。
2 、镗刀座的夹持长度及理论数值计算
2.1 镗刀座的夹持长度
镗刀座夹持镗杆采用两个半圆的圆弧面接触的夹持方式,保证了镗杆的夹持刚度。在盲孔加工中,尽量减小镗杆的悬臂长度,有利于改善切削效果。在满足加工条件的情况下,应尽量将镗杆的夹持位置往镗杆头部位置移动。客户所要求的镗杆长度为4000 mm,镗杆直径为 Ф280mm。根据经验公式,镗杆的最小夹持长度=5×D=1400mm,一般镗孔长度=7×D=1960mm。(D 为镗杆的直径)。镗刀座的具体夹持尺寸如图 2 所示。
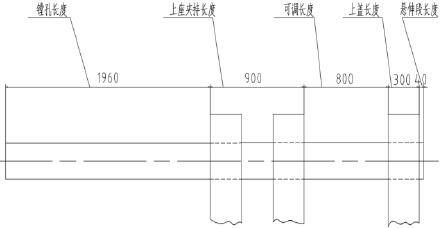
图 2 夹持长度分配
图2 中,根据需求设定镗孔段长度为 1 960 mm,上座夹持长度为 900 mm,独立辅助支撑与上座之间的可调整距离为 800 mm,上盖长度为 300 mm,镗杆尾部的悬伸段长度为 40 mm,总长为 4 000 mm。
2.2 镗刀座的理论数值计算
镗杆的材料为 40Cr 优质合金钢,其截面尺寸如图 3 所示。镗刀座通过 3 个支撑点夹持镗杆,由图2 中的夹持长度分布可知镗杆的重心(位于总长度的一半处)落在镗刀座上。为了便于计算、分析研究镗刀座,将镗杆简化为一个悬臂梁,镗刀座受到的力和力矩与镗杆受到的力和力矩大小相等,方向相反,直接计算镗刀座受到的力和力矩不太方便,这里先计算镗杆受到的力和力矩,然后再转化为镗刀座受到的力和力矩。
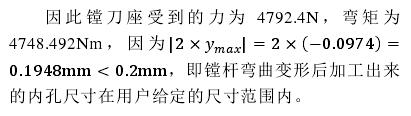
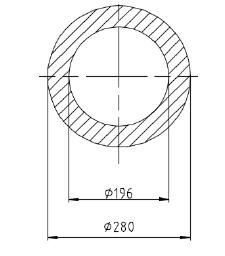
图 3 镗杆截面尺寸
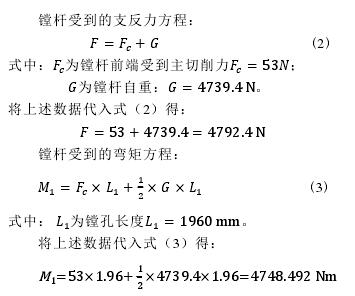
2)镗杆固定端受到的力和力矩
镗杆前端受到主切削力 Fc= 53 N,镗杆前端镗孔段由于受重力影响,受到了均布载荷??的作用,这两个力使镗杆发生弯曲变形,镗杆的另一端受到了镗刀座的反支承力 和力矩 2,受力示意图如图4 所示。
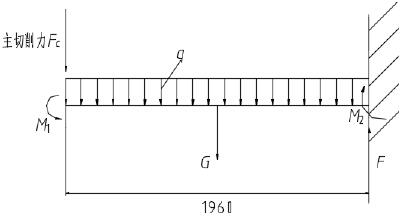
图 4 载荷分布图
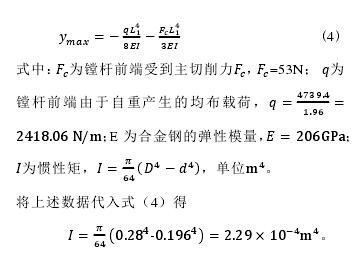
最大挠度发生在主切削力作用点处,其曲线方程为:
3 、镗刀座的静力学分析
3.1 静力学分析理论与模型建立
在不考虑惯性和阻尼的前提下,对结构施加不随时间变化的载荷,分析结构在给定静力载荷作用下产生的响应,即应力、应变和位移[2]。分析比较它们是否在给定的要求范围内。静力学方程为:
式中:,(k)为为刚度矩阵;(x)为为位移常量; (f)为(f)为静态加在模型上,不随时间变化的力。
镗杆固定在镗刀座上对旋转的工件进行加工,镗刀座的变形量也会影响到镗孔的精度和稳定性。根据镗刀座的二维零件图纸在 Solidworks 中进行三维建模,忽略小孔、倒角、圆角等不重要的几何体特征,不仅简化了模型,缩短了建模的过程,而且还节省了后续的网格划分和结果计算的时间[3]。
3.2 网格划分、边界条件的定义和载荷的加载
网格划分的质量直接影响求解的速度和精度。一般来说,单元越小,离散误差越低,但网格划分和求解时间越长,有时单元太小甚至无法生成网格[4]。因此选择合适的网格单元尤为重要。 选择基于曲率的网格,最大单元为 74.18mm,最小单元 14.84mm,雅可比点为 4 点进行网格划分,如图 5 所示。镗刀座的材料为灰铸铁,材料的张力强度为 151.7MPa,压缩强度为 572MPa,加载材料,对镗刀座与中拖板、调整垫接触的表面进行固定,限制了 X、Y、Z 方向的自由度。
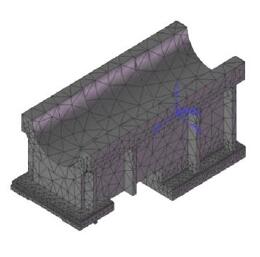
图 5 镗刀座的网格划分
3.3 应力和应变结果
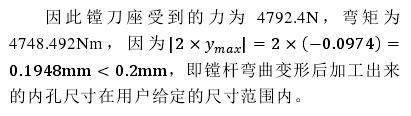
应用 Solidworks 的插件 Simulation 分析出镗刀座的应力,如图 6 所示。镗刀座前端受压,最大压力为 2.6MPa,远小于压缩强度 572MPa。镗刀座后端受拉,最大拉力为 1.5 MPa,远小于张力强度151.7MPa。镗刀座的应变量如图 7 所示,最大变形量发生在镗刀座前端,最大变形量为 1.4μm,如图8 所示。则镗杆前端相对于车头主轴箱主轴中心的最大偏移量为 h=0.0974+1.4 × 10(-3次方)=0.0988mm < 0.2/2mm。所以设计的镗刀座是安全可行的。
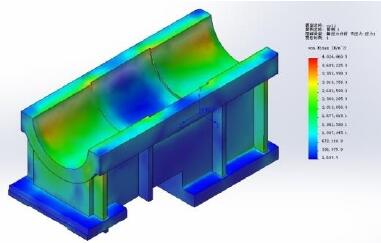
图 6 镗刀座应力图
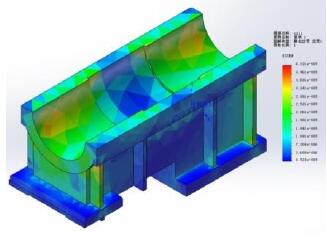
图 7 镗刀座应变图
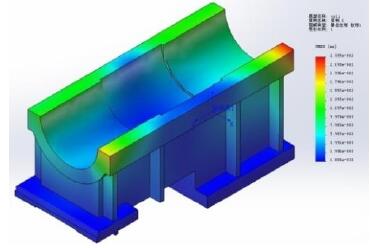
图 8 镗刀座位移图
4 、结语
根据用户需求设计了一套镗刀座装置,合理分配镗刀座各段夹持长度并对镗刀座进行理论数值计算,求出其受到的力和力矩。应用 Solidworks 分析软件对镗刀座进行静力学分析。结果表明刀座受到的拉力和压力均在材料的许可范围内,变形量在设计安全范围之内。符合用户使用要求,可以将这套镗刀座投入生产使用。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>台达推出第三代标准型控制器DVP-ES3系列满足不同设备智能化需求
- target=_blank>(雷尼绍)自动工件找正加快林业设备制造速度
- target=_blank>工业机器人创新方兴未艾 模块化设计共享市场蓝海
- target=_blank> 数控车床滚珠丝杆安装精度测量装置设计
- target=_blank> 一种台阶轴式快速装夹定位车床夹具的设计探讨
名企推荐







