
旋转升降机构在C6163A型车床上的应用
摘要:旋转升降机构能实现360°旋转、机床导轨面上移动及上、下升降运动。此机构在C6163A型车床上应用,能大大减少天车吊装工件的频率及等待时间,从而提高生产效率。
C6163A 型 车 床 承 担 着D F4B、D F4D、S S3B和S S7C型车轴的半精车任务。由于车轴总长在2300mm左右,且质量大约0.6t,吊装及调头车削,必须通过天车配合。在该条生产线上,仅有一部天车,承担着车轴、车轮的吊装任务。当操作者车完一端需调头车削时,天车可能在吊装其他产品,这时就会产生许多的等待时间,从而降低了生产效率。
通过现场调研,所需半精车车轴,中端外圆不需要车削,仅加工两端轴端,加工好一端后就需天车起吊、调头加工另一端。不需要天车,就能实现工件调头任务,是此次设计机构的关键点。机构装配图如附图所示。
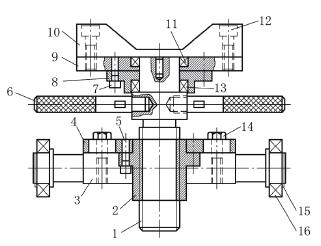
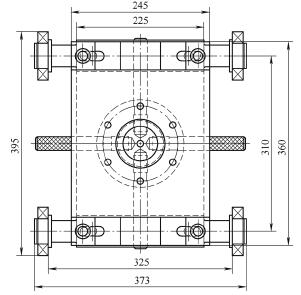
机构装配图
1.梯形杆 2.梯形套 3.滚轮轴 4.下支撑板 5、7、12.圆柱头内六角螺钉 6.旋转手柄 8.轴承套 9.上支撑板10.V形块 11、16.深沟球轴承 13.推力球轴承 14.六角头螺栓 15.轴用弹性挡圈
工作过程 : 将旋转升降机构通过吊装螺孔,放置于车床导轨凹槽上→转动旋转手柄调整V形块高度,使之不接触车轴→车轴通过天车吊装,在车床上通过两顶尖装夹→车车轴一端→车完后,将机构通过滚轮移动置于车轴中段,通过调整V形块高度,使之平稳支撑整个车轴→松开尾座顶尖,移动刀架至尾座位置→旋转工件180°,调头装夹→转动旋转手柄调整V形块高度,使之不接触车轴→车车轴另一端。
设计分析:①设计此机构首先确定机床中心高及导轨凹槽间距、宽度。②车轴通过两V形块支撑,为防止车轴放置时碰伤故设计为100°开口。③由于车轴长度在2300mm左右,为保证车轴放置的平稳性,使V形支撑间距尽可能加长。④要实现车轴180°转动,通过加滚动轴承实现。⑤为保证转动的平稳性,通过推力球轴承保证。⑥要实现升降运动,通过梯形螺纹传动来实现。⑦该机构支撑工件时,尽量找到平衡点,通过两对滚动轴承在车床导轨凹槽处移动调整实现。⑧支撑上部可通过下部腰形槽调整中心位置,实现V形中心相对两顶尖中心一致。该机构结构紧凑,承载能力强,中心点可调。机构在C6163A机床上运用后,大大减少天车吊装的等待时间,无形中提高了生产效率。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>随着Xsens在最新惯性导航产品中加入RTK功能,厘米级高精度将成为主流
- target=_blank>数控卧式车床镗刀座的设计
- target=_blank>台达推出第三代标准型控制器DVP-ES3系列满足不同设备智能化需求
- target=_blank>(雷尼绍)自动工件找正加快林业设备制造速度
- target=_blank>工业机器人创新方兴未艾 模块化设计共享市场蓝海
名企推荐







