
数控车床刀尖圆弧半径补偿的原理和应用
摘要:数控编程是按照车刀的刀位点编制的,实际加工中车刀刀尖并不是一个“点”,而是一段小圆弧。本文分析了刀尖圆弧半径对零件尺寸精度的影响,介绍了刀尖圆弧半 +- 径补偿的原理、补偿方法及应用中的注意事项。
关键词:数控车床;刀尖圆弧半径补偿;原理;注意事项
1 、刀尖圆弧半径补偿的原理
1.1 刀尖圆弧半径补偿的产生原因
使用尖形车刀时,数控编程及对刀操作时以车刀的刀尖为基准,但是为了提高刀具强度、减缓刀具磨损和提高工件精度,实际刀具的刀尖不是一个点,而是一段小圆弧。刀尖圆弧半径指的就是车刀刀尖圆弧所构成的假想圆半径。由于刀尖圆弧的存在使得在某些轮廓加工中,刀具的实际切削轨迹与编程轨迹不重合,实际起作用的切削刃却是圆弧各切点,这样就引起了表面加工误差。
1.1.1 刀尖圆弧半径对加工端面和圆柱类零件表面的影响
由于刀尖圆弧的存在,在对刀时,X 轴和 Z 轴两个方向的对刀点分别是刀片圆弧的 X 轴和 Z 轴方向上最突出的点,这时,数控系统就会以 X 轴和 Z 轴方向上最突出的点的对刀结果综合确认一个点作为对刀点,这正是与 X 轴和 Z 轴方向上最突出的点相切的两条直线的交点,称之为假想刀尖,也就是刀具的刀位点。数控系统正是以这个假想刀尖作为理论切削点进行车削的,而假想刀尖在实际加工中是不存在的。实际切削点是刀尖圆弧和切削表面的相切点,随着切削位置的改变而改变,不可能通过对刀确定,但是切削点与圆弧圆心的距离始终是刀尖圆弧半径值。车端面时,切削轨迹垂直于机床轴线,实际切削点为 X 轴方向上最突出的点,与假想刀尖点的 Z 坐标值相同;车外圆面和内孔时,切削轨迹平行于机床轴线,实际切削点为 Z 轴方向上最突出的点,与假想刀尖点的 X 坐标值相同,如图 1 所示。因此,车刀刀尖圆弧半径大小对端面和内、外圆柱面的直径没有影响,但是在台阶的过渡处会有欠切现象。
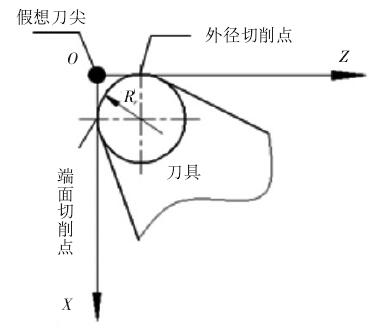
图 1 车刀示意图
1.1.2 刀尖圆弧半径对加工锥面、圆弧面和曲面类零件表面的影响
当加工锥面和圆弧面时,切削轨迹与机床轴线既不垂直也不平行,实际切削点与假想刀尖点的 X、Z 坐标都不同。加工锥面时,假想刀尖沿着轮廓运动,实际圆弧切削点与编程轨迹有一个固定的距离,实际圆弧切削点的轨迹与机床主轴的角度和假想刀尖的轨迹与机床主轴的角度相同,所以刀尖圆弧半径对圆锥的锥度没有影响,而外圆锥面会造成固定数值的欠切,导致锥面直径的尺寸偏大,内圆锥面会造成固定数值的过切,导致锥面直径的尺寸偏小。对于圆弧面加工,如果是不过象限的圆弧加工会造成欠切或过切,如果是过象限的圆弧加工欠切和过切二者兼有,而且欠切量和过切量随着轮廓位置的变化而变化。所以刀尖圆弧半径会影响圆弧的圆度和圆弧半径的大小,而且刀尖圆弧半径越大,加工误差越大,如图 2 所示。
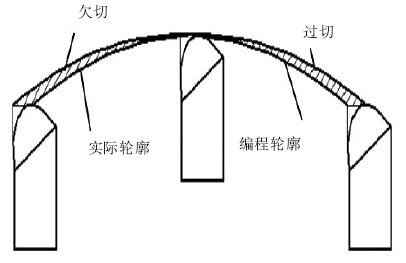
图 2 切削圆弧
1.2 刀尖圆弧半径补偿
刀尖圆弧半径补偿,不是让假想刀尖相对程序段轮廓移动一个半径值,而是让刀尖圆弧的圆心始终与程序段轮廓距离一个半径值,即刀尖圆弧的圆心应与工件轮廓偏移一个半径值,这种偏移称为刀尖圆弧半径补偿。采用刀尖圆弧半径补偿功能后,编程者仍以假想刀尖位置按工件轮廓编程,然后在机床中输入刀尖圆弧半径数值,则数控系统自动计算补偿值,生成刀具路径,从而消除了刀尖圆弧半径对径向尺寸精度的影响。采用刀尖圆弧半径补偿功能时,程序不会随着刀尖圆弧半径的变化而变化,只需要修改机床中输入的半径值即可。
2、 刀尖圆弧半径补偿指令
2.1 指令格式
G41G00(G01)X(U)_Z(W)_(F)_(刀尖圆弧半径左补偿)
G42 G00(G01)X(U)_Z(W)_(F)_(刀尖圆弧半径右补偿)
G40 G00(G01)X(U)_Z(W)_(F)_(取消刀尖圆 弧半径补偿)
2.2 判别方法
判别刀尖圆弧半径补偿指令时,必须首先自 Y轴的负方向向 Y 轴正方向看,然后顺着刀具的移动方向观察刀具在工件轮廓的左侧还是右侧,即必须同时满足以上两个观察方向,当刀具位于加工轮廓左侧时为刀尖圆弧半径左补偿(指令为 G41),当刀具位于加工轮廓右侧时为刀尖圆弧半径右补偿 (指令为 G42)。由此可知无论刀架位置是前置还是后置,判别刀尖圆弧半径补偿指令时一律看轴线上方。
3 、刀尖圆弧半径补偿的方法
3.1 刀尖方位的判断
为了反映切削刀具的方向,对不同偏向的假想刀尖都进行了编号。通过假想刀尖方位号表示刀具的位置,共有 9(T1~T9)种设置,数字代表 R 角的方向,如图 3 所示。
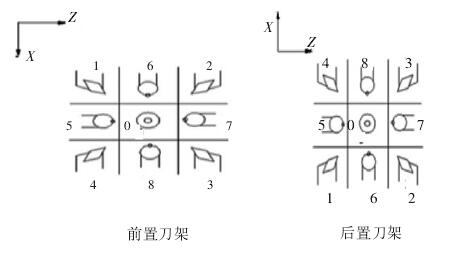
图 3 刀位号
3.2 刀尖半径补偿应用实例
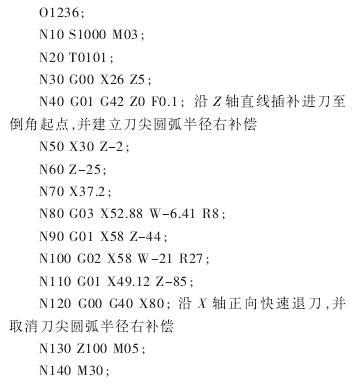
如图 4,机床为前置刀架,使用刀具为右偏外圆车刀,刀号及刀具位置偏置号为 T0101,刀尖半径为0.8 mm,假想刀尖方位号为 3,刀具主偏角 95°,刀尖角度 35°,编制精加工程序,具体如下。
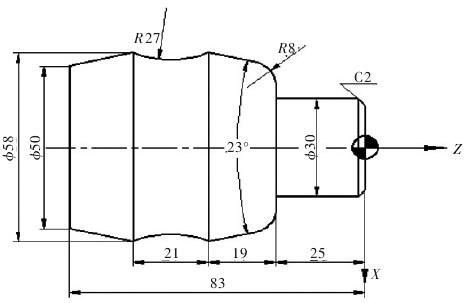
图 4 加工零件
4 、结束语
综上所述,在数控车削加工中,刀尖圆弧半径补偿功能能有效消除圆弧面、锥面、曲面类零件加工中造成的径向加工误差,在高精度的零件加工及使用圆弧车刀车削时,这个功能的应用尤为重要。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>机器人也做刀具了?看珞石机器人助力张小泉实现刀具生产智能化
- target=_blank> 浅析数控车床的反向间隙及其补偿
- target=_blank> 某卧式数控车床圆轨迹精度测试与分析
- target=_blank>【山高刀具】可持续性如何应用于制造业
- target=_blank>台达一体化解决方案助力复合机智能升级
名企推荐







