
基于UG/NX10.0的数控车床后置处理的研究
摘要:数控车床主要用于加工回转零部件,对于简单的回转工件,可以通过人工进行点位计算进行手工编程即可,但对于复杂的回转零部件,由于点位较多,需要单个点分别输入进行程序编制,工作量较大,严重影响生产效率。因此通过对UG/NX10.0软件后处理功能的探索,利用UG/Post Build 功能, 针对配置FANUC数控系统的数控车床开发后置处理器,使得所生成的程序代码能够直接应用于数控车床。
关键词:数控车床;UG/Post Build;FANUC数控系统;后置处理器
1 、引言
后置处理(Post Processing)是数控加工自动编程中需要考虑的一个重要问题,是数控编程技术的关键技术之一。作为CAD/CAM系统与机械制造连接的纽带,后置处理的主要任务是根据具体机床运动结构和控制指令格式,将前置处理计算的刀位数据变换成机床各轴的运动数据,并按其控制指令格式进行转换,成为数控机床的加工程序。因此,配置和开发有效的后置处理程序对解决从设计到制造过程存在的瓶颈、提高编程效率和加工的可靠性有着重要意义。为提高自动编程效率,充分发挥数控车床的优势,本文通过 UG/Post Build 功能,针对配置 FANUC 数控系统的数控车床开发了专用后置处理程序,并通过产品加工验证了该后置处理的正确性。
2、 数控车床主要参数
机床:FT450;数控系统:FANUC_ 0i _D;工作行程:x轴为450mm、Z轴为500mm,刀库容量8把。
3、 FANUC_ 0i _D 数控系统辅助功能的应用
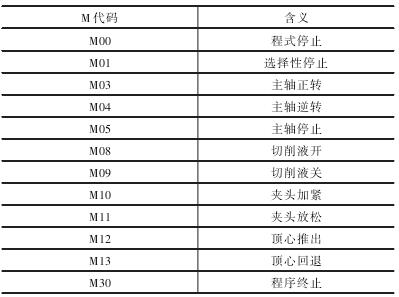
一个完整的数控加工程序由开始符、程序名、程序加工指令、结束符等组成。常用的指令有:G 功能(准备功能)、M功能(辅助功能)、F功能(进给功能)、S功能(主轴旋转功能)、T功能(刀补功能)等指令。G功能(准备功能):使机床和数控系统之间建立起某种加工方式的指令,分为模态代码和非模态代码。M 功能(辅助功能):控制机床及其辅助装置的开、关功能的一种命令,如开、停冷却泵;主轴正反转、停转;程序结束;刀具的更换等功能。本文中 FT450 数控车床数控程序常用 G 功能、M功能的代码及含义分别如表1、表2所示。
表1 常用G功能代码及含义
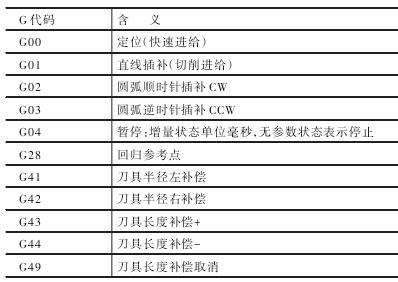
表2 常用M功能代码及含义
4 、加工程序对后置处理的要求
(1)NC程序自动换刀。
(2)每一程序结束后,机床主轴停转,冷却关闭,Z方向回零,便于检查工件加工质量。
(3)在每一程序结尾处增加加工时间显示,便于工时计算。
5 、应用UG/Post Build开发FANUC系统数控车床后置处理
UG/Post Build 是 UG 提供的一个可视化的编制后置处理程序的工具,应用非常方便,它有一个非常重要的优点:所见即所得。它使用 UG 内部刀轨数据作为输入,经后处理后直接将刀具轨迹转换成机床能够识别的NC代码,不用再输出CLS文件[1]。本文主要以FANUC数控系统为论述对象创建一个数控车床的后置处理程序,步骤如下:
(1)在电脑左下角点击“开始”按钮,在所有程序目录下,打开 NX\Post Build 后置处理程序构造器,如图1所示。
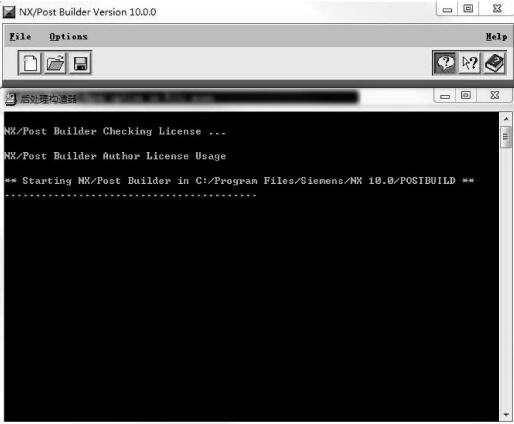
图1 后置处理程序构造器界面
(2)新建一个后处理。在新建后置处理“Creat New Post Processor”对话 框 中 ,Post Name 为 FANUC_ 0i _D,输出单位“Post Output Unit”设置为米制,机床类型选择 Lathe(车床),机床控制系统从Library中选择FANUC,如图2所示,控制系统的选择非常重要,一定要正确选择所用数控系统。
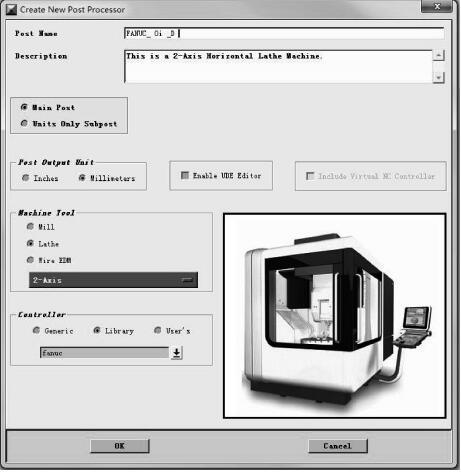
图2 新建FANUC_ 0i _D后处理器
(3)单击“Creat New Post Processor”对话框中的“OK”按钮,进入用户编辑界面,在“Mchine Tool”属性页的左面结构窗口中设置和FANUC数控系统相关的参数。设置完成后,点击“Display Machine Tool”按钮,系统显示2-Axis Lathe数控车床简图,如图3所示。
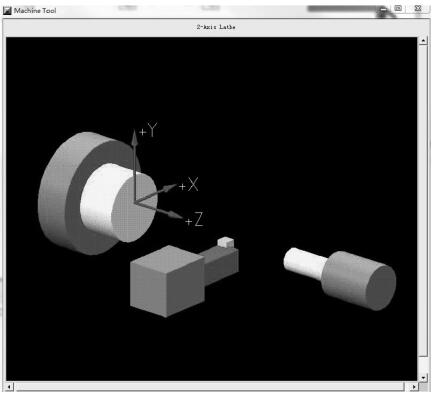
图3 2-Axis Lathe数控车床简图
(4)机床参数设置。床自身的数据输入机床参数,如各轴的极限行程、最大进给速率等,如图4所示。
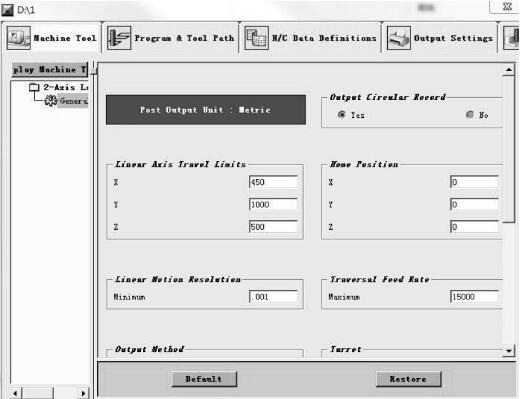
图4 机床参数设置
(5)程序和刀轨参数设置。定义程序开始程序段:此处定义数控车程序开头部分需要书写的程序段。在 start of program 程序块里输入G40(取消刀具补偿),否则会造成一定的安全隐患,M06实现自动换刀功能,创建过程如图5所示。
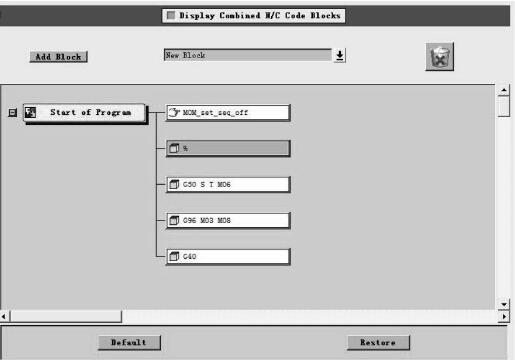
图5 开始程序段的创建
(6)定义数控程序加工过程程序段。程序加工过程中常用到的直线插补 G01,圆弧插补G02\G03等,不再赘述,如图6所示。
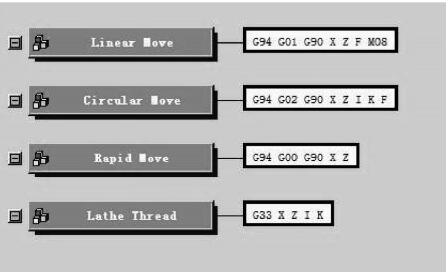
图6 数控程序结束程序段
(7)定义数控程序结束程序段。其中包括取消刀具补偿(M40),关闭切削液(M09),主轴停转(M05),主轴 Z 方向回原点,以便检查工件加工质量,如图7所示。
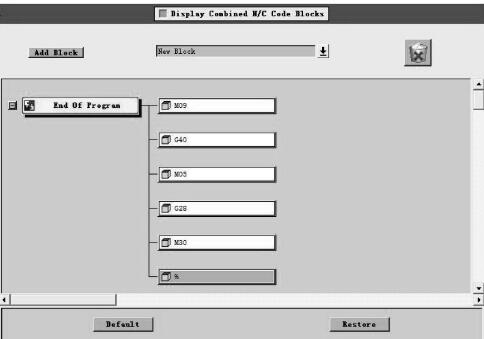
图7 数控程序结束程序段
(8)在程序结尾处增加加工时间的显示,以便工时计算。
点击图 7 中的下拉列表,选择 Custom Command添加到%后面,弹出图 8 所示对话框。在文本栏输入Total_Time,对话框空白处填写:
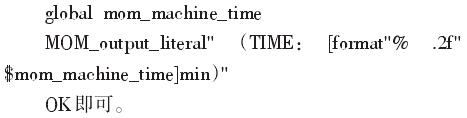
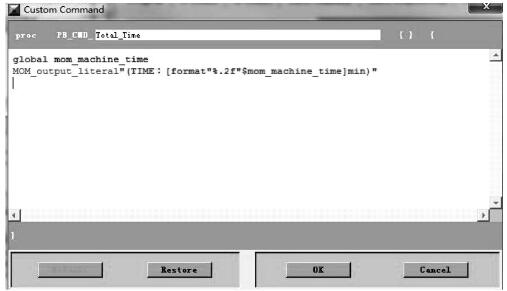
图8 显示加工时间程序段
(9)保存退出,在保存文件夹目录下生成FANUC_0i _D_post.cdl,FANUC_ 0i _D.pui,FANUC_0i _D.tcl3个文件源代码,图9所示为生成的部分后置处理源代码。
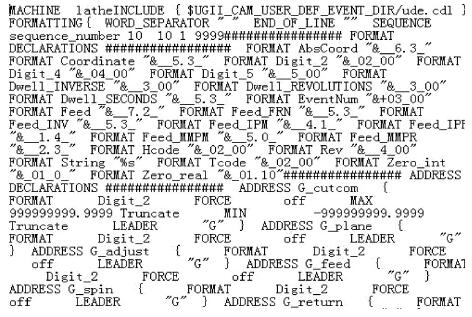
图9 部分后置处理源代码
(10)数控车后置处理程序与UG NX10.0的集成。为了在 UG/NX10.0 安装程序中顺利找到新创建的机床后置处理程序,便于加工程序的生成,必须把新生成的3个源文件 FANUC_ 0i _D_post.cdl,FANUC_ 0i _D.pui,FANUC_ 0i _D.tcl 集成安装到Postprocessor文件夹内才能生效。
6 、运用UG/NX10.0编写程序进行实验验证
应用UG/Post Build开发FANUC数控系统数控车专用后置处理程序[1],对复杂外形回转件加工刀轨文件进行后置处理,输出的数控加工程序应用数控车进行加工,验证了该后置处理程序的正确性。加工某一零件时(见图 10),采用单向轮廓切削加工方式,切削深度恒定,以避免突然变向或深度变化影响加工精度,其他的参数按常规参数设置,加工过程与仿真过程完全一致,没有运动干涉,加工的零件经过检验后其尺寸精度等满足工程要求。
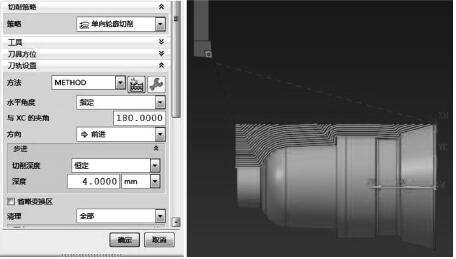
图10 计算机演示加工效果
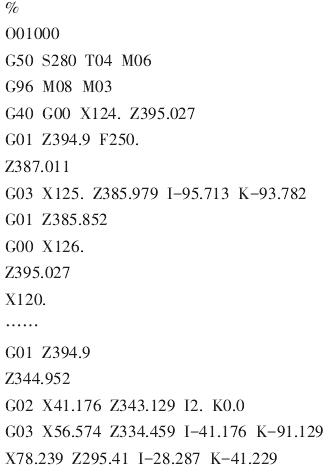
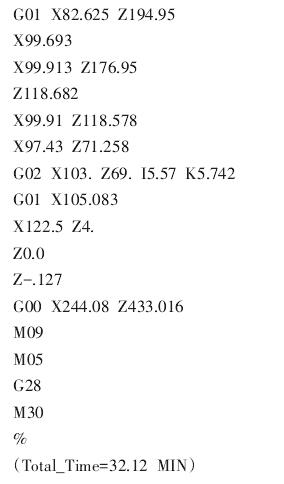
下面是该零件进行后置处理后生成的部分程序代码:
7 、结束语
应用 UG/Post Build 开发 FANUC_0i_D 数控系统后置处理程序所生成的数控代码,无需生成 CLS 文件,可以直接生成用于数控车床的程序代码,加工各种复杂回转零部件,从而极大地提高数控车床的编程效率,同时,各个企业的数控系统及软件版本各有不同,所开发的后处理并不能应用于不同的机床,但对其它后处理的开发起到一定的借鉴作用。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>研华全新推出整机IP66防护等级集成控制工业平板电脑SPC-800系列
- target=_blank>三菱电机助力艾比森开启智能制造变革序幕——e-F@ctory智能制造解决方案应用案例
- target=_blank>IT技术开启蓝海 信息化驱动模具行业未来
- target=_blank> 大型精密六轴联动数控电火花成形机床的研发应用
- target=_blank>基于发那科数控系统的四自由度自动上下料系统设计
名企推荐







