
宁夏大学工程训练中心数控机床的故障诊断及维护实践浅谈
摘要:数控机床具有自动化程度高、精度高、系统复杂及难以维护保养等特点,针对宁夏大学工程训练中心数控机床种类多、维护及保养规则繁杂、故障率高、利用率较低等问题,在分析数控机床常见故障的基础上,总结了数控机床常见故障的排除方法。 这些方法可提高数控机床的使用率、节约成本,并可为其他高校数控机床的故障诊断及维护提供参考。
关键词:数控机床;故障诊断;维护;工程训练中心
数控机床自动化程度高、结构复杂、故障不易排除,且维护成本较高,国内专业技术人员和学者对数控机床的故障诊断和维护已有不同程度的分析总结。 樊兆博[1]在分析数控机床常见故障的基础上提出了数控机床的维护策略 ;姚 兆[2]分析了我国企业机床设备故障率的维修现状及存在的问题,提出减少数控机床设备故障率的对策 ;童勋[3]对数控机床常见故障进行了分类, 并提出了排除办法 ;王海月[4]对数控机床故障的诊断和维修方法进行了研究 ;胡 羽[5]对数控机床故障诊断系统进行了设计与实现。
虽然国内学者在数控机床的故障诊断及维护上进行了大量的研究, 但目前还缺少系统化的维护方法。宁夏大学工程训练中心配有 8 台安装华中数控系统的立式加工中心、7 台安装华中数控系统的数控车床、3 台安装 Fanuc 数控系统的数控车床及 1台安装 Mazak 数控系统的数控加工中心。
这些数控机床生产厂家各不相同,在日常实训中,由于实训项目多、使用率高、使用学生专业化训练少、维护人员少等原因, 使得宁夏大学工程训练中心数控机床故障率较高,利用率较低,影响了日常教学和实验。
本文在分析总结宁夏大学工程训练中心数控机床常见故障的基础上, 对数控机床的故障诊断和维护保养方法进行了较为深入的探讨。
1 、数控机床故障诊断原则
在对数控机床进行故障诊断时,应遵循的原则:
(1)先外部后内部。数控机床故障的发生一般由机械、液压、电气这三者综合反映出来。 当发生故障时,维修人员应由外向内逐一排查,并且避免随意拆卸,否则可能会扩大故障并降低机床精度及性能。
(2)先机械后电气。 机械故障一般容易发现 ,而数控系统的故障排查难度较大。故先排查机械故障,可提高故障诊断的效率。
(3)先静后动。出现故障后,首先给机床断电,并通过观察分析确定非破坏性故障后, 才可以给机床通电进行动态测试,排查故障。
(4)先简单后复杂。 当出现多个故障后,应先排除容易的,后解决难度大的。
2 、数控系统故障诊断技术
数控系统属于高技术含量的设备, 当发生故障时, 需要借助智能诊断技术才能快速并且正确地找出故障的原因及故障发生的位置。 目前市场上数控系统比较多,应用最多的有 Fanuc 数控系统、Mazak 数控系统及 HEIDENHAIN 数控系统等。
智能诊断技术也是判断一个数控系统性能的重要指标。 基于以上常用的数控系统,常用的智能诊断包括以下 4 个方面:
(1)启动诊断。 当数控机床接通电源,数控系统启动后, 系统自带的智能诊断程序便开始对机床进行诊断,并判别机床能否正常使用。智能诊断的内容包括数控机床的硬件和软件部分
,如中央处理器、存储模块、输入输出模块等装置, 只有当检测的所有项目都正常工作,数控机床才进入准备工作状态;否则,系统将显示报警信息,数控机床将无法进入工作状态。
(2)在线诊断 。 数控系统中都安装在线诊断程序,在数控机床正常工作时,随时对机床各个系统进行诊断。诊断的内容主要包括机床主轴单元、伺服电动机、伺服模块及机床连接的外部设备等
。只要数控机床处于工作状态,则在线诊断就持续工作,确保机床处于正常工作状态。
(3)离线诊断 。 在线诊断并不能处理所有的故障、在数控系统出现某种无法解决的故障时,需要数控系统生成厂家或专业的代理维修机构, 利用专用的测试软件或装备对机床进行检测通过这种检测方式, 尽可能将发生故障的位置缩小到一范围,如某个模块、某个芯片、部分电路或元件等,再对发生故障的这些模块或元件进行更换,可减小维修成本。
(4) 现代诊断技 术 。 随着现代通信技术的发展, 目前国内外已将一些新的方法和手段引入到了数控机床的诊断中来, 如通信诊断和机床自修复系统等。通信诊断是把有故障的数控系统和专业维修检测机构的专用检测设备连接起来进行故障诊断测试。
当测试完成后, 维修检测机构再将数控机床的故障信息发送给机床使用用户,进行维修。通过这种方式, 维修人员不必亲自去用户所在地进行故障诊断,不仅节约成本,还可提高效率。 采用通信诊断的数控机床需要连接网络。数控系统的自修复系统是数控系统中安装的一段自修复程序。当数控机床发生故障时,该程序会将故障信息显示在机床显示屏上, 同时检查机床是否有故障模块的备用模块,如果有,则该软件会接通备用模块,并使机床快速地进入工作状态。
这种自修复系统适合自动化程度较高的场合。
3 、数控机床的故障诊断方法
数控机床故障类别比较多且复杂, 而数控系统自带的自诊断系统往往不能应对所有的故障形式。而有时一个报警显示由很多故障原因造成, 很难精确地定位故障发生部件。 这就需要维修人员在实际中掌握一些常用的故障解除方法。
(1)直观检查法 。 当机床发生故障时 , 首先需要对机床进行直观的检查。 一般由外向内,查验电气柜中开关是否跳闸,各个驱动器、机是否接触不良,接头是否松动,数据线是否断路,保险是否熔断,线路是否烧伤等。
如果机床以前进行过维修或更换过零部件,则查验更换过的零部件是否正常工作等。 最后再查看电路板上的各种元件,是否有烧痕、接触不良等现象,同时查看主板电池是否有电。
(2)程序测试法。 当数控机床长时间不开机 、加工造成废品或数控系统出现随机性的故障而短时间内无法确定故障原因时, 可用数控系统的编程功能编写一个测试程序,在机床出现故障时,
运行这个程序,有助于快速确定故障原因。
(3)交换试探法。在初步确定故障大致位置或起因的情况下,可以用备用零部件替换可疑零部件,如没有备用零部件, 可以将同型号机床的零部件与故障机床的零部件进行互换,以确定故障零部件。
(4)参数检查法。 在无法确定故障原因时 ,需要校核一下数控系统参数, 如果由于外部原因导致数控系统个别参数丢失时,数控机床也无法进行工作。通过检测系统电路板测量端子的电源,
检查电路是否正常工作。
(5)测量比较法。 除以上诊断方法外,还可以通过检测电路板焊接是否正常、 是否存在接触不良等问题查找故障原因。总之,数控机床故障十分复杂,产生故障的原因也是多种多样。在实际排除故障时,应多种方法同时使用,缩小故障范围,才能快速地排除故障。
4 、数控机床常见故障的处理
数控机床的故障种类繁多, 但常见的故障及处理方法分以下 4 种。
4.1 机械故障
数控机床机械故障具有多样性, 本文仅介绍一些关键部件的故障及其处理方法,见表 1。
表 1 机械故障类型、原因及处理方法
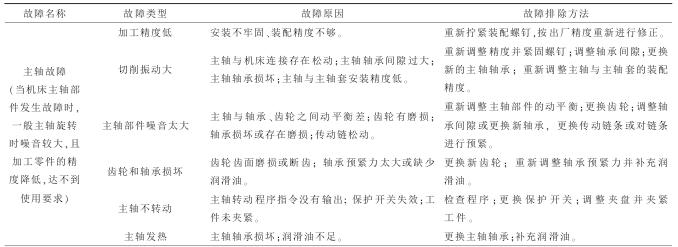
4.2 数控系统故障
不同数控系统的故障各不相同, 本文以国产华中数控系统为例,简述常见的故障及其排除方法,见表 2。
表2 数控系统故障类型、原因及排除方法

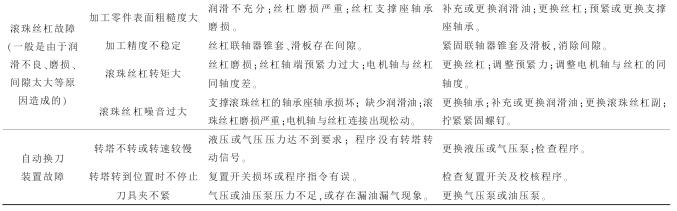
4.3 进给伺服系统故障
进给伺服系统的故障一般包括软件报警 、硬件报警及无报警形式等 3 种。 软件报警一般是控制单元故障、 检测元件故障或由电机及伺服单元温度升高引起的, 此时可通过报警信息并参考机床报警信息说明进行故障排除。 硬件报警一般是驱动器或伺服单元上的电流过大、 压过高或过低引起的。压时可能是晶体管损坏、绝缘失效及线路故障造成的。 无报警显示的故障一般包括机床失控、过冲、振动及噪音过大等。 一般是由于检测元件故障、位置检测器连接故障、伺服驱动器连接不良(图 3)、开关跳闸(图 4)、线路板故障 、系统参数设置不合理、丝杠刚度较低、润滑不良,轨道进入灰尘等原因造成的。 需要多方位查找故障的具体原因,并排除故障。

图1 显示屏白屏

图2 显示屏不显示

图3 伺服驱动器接触不良
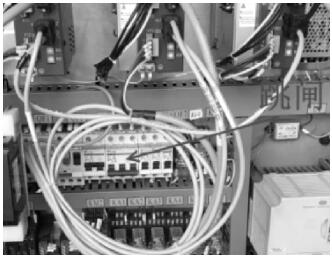
图4 开关跳闸
4.4 主轴伺服系统故障
该类故障一般表现为主轴不转动、 主轴转动时振动噪音过大、 主轴转速与设定转速不符合及主轴电动机过热等。造成这类故障的原因很多,包括加工时负载过大、程序未指定主轴转动、电路故障导致不产生脉冲、线路板进入灰尘、输入电压不稳定、主轴轴承损坏、主轴电机轴承损坏、缺少润滑油、主轴转速指令有误等等。
5 、总结
数控设备种类繁多、每种设备的故障形式均不同,在数控设备的使用中, 除了需要掌握常见的故障诊断方法及故障排除方法外, 还需严格遵守数控设备的操作规程和日常维护制度。 本文在分析数控设备常见故障诊断原则、诊断技术及诊断方法的基础上,总结了高校数控设备常见的故障类型,并给出了排除方法。这些方法可提高高校数控设备的利用率,降低维护成本。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>基于西门子 828D 的数控铣床改造控制系统及电气应用的配置应用设计
- target=_blank> 台车中深孔采矿中的测量方法研究
- target=_blank> 国产系统在航空关键结构件加工中的批量应用与性能提升
- target=_blank>深孔内腔镀硬铬修复工艺
- target=_blank>数控车床床身铸件的铸造工艺改进
名企推荐







