
立式加工中心机床的主轴振动异音问题研究
【摘要】: 通过对某立式加工中心机床主轴的 振动测试与频谱分析研究,为解决该主轴的振动 异音问题提供了有效的方法。
我公司某 VM 系列机床主轴在低速运行时 (200~500r/min) 存在明显的振动异音问题,通 过对现场装配的一台该立式加工中心机床进行测 试,了解其振动状况,并通过频谱分析方法来寻 找产生振动异音问题的根源。
1.振动测试方案
该立式加工中心机床主传动系统的配置为 : 主轴最高转速 8000r/min,同步带传动,传动 比 5:4,主电动机为 FANUC β8/1000i,功率 7.5/11kW,主轴带轮规格 8YU-55T,电动机带 轮规格 8YU-44T。
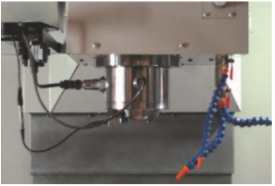
图1 VM 机床测试时的测点布置示意
测试中采用 INV3020D 型动态信号分析仪 进行机床空运行时振动信号的采集,设备配套使 用的 DASP—V10 数据采集和信号处理分析软件 可完成振动噪声信号的预处理、时域波形分析、 FFT 频谱分析和噪声分析等功能。测试时,采用 加速度传感器来采集机床的振动响应信号。测试 时测点布置如图 1 所示。
2.不同转速下的振动量值对比分析
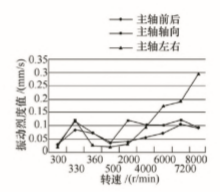
图 2 机床主轴端各测点的振动烈度值对比
图 2 所示为该测试机床的不同测点位置在 随转速变化时的振动烈度值对比,可以看到 : ① 机床在各转速下的振动烈度值都不大 (<0.3mm/ s),符合前期企业制定的机床振动测试规范中“立式加工中心的振动烈度值控制标准” 规定的 ≤ 0.5mm/s。②在机床 330r/min 转速时,存在 较明显的局部峰值 ; 从现场实际感受来看,有较 明显的异音。
3.振动数据的频谱分析
(1) 振动信号的速度谱分析对该 VM 机床在 低转速段 330r/min 和高转速段 8000r/min 时各 测点的振动速度频谱分别进行分析,如图 3、图 4 所示。
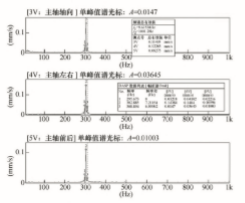
图 3 VM 机床在 330r/min 时的振动速度频谱
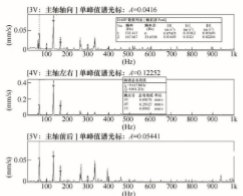
图 4 VM 机床在 8000r/min 时的振动速度频谱
从图 3 来看,由于转速较低,主轴基频为 5.5Hz,电动机轴基频为 6.9HZ,在频谱图中较 难发现其成分,图 3 中的突出频率为 302.88Hz, 该频率为同步带与带轮的啮合频率 ( 转速基频 × 带轮齿数,如 330r/min 下理论值为 302.5Hz), 该频率两侧还存在一定的边频成分。
从图 4 来看,在高转速下,同步带与带轮间 的啮合频率也较高 (7333.3Hz),该速度频谱图 上已无法观测到 ; 但图 4 频谱上可看到主轴的基 频 133Hz 和电动机轴的基频成分 167Hz,还存 在二者的一些低阶倍频成分。
(2)振动信号的加速度谱分析由于振动速 度频谱图上的信息有限,又对该 VM 机床在低转 速段 300r/min 和 330r/min 转速时主轴各测点 的振动加速度频谱进行了分析,如图 5、图 6 所 示。

图 5 VM 机床在 300r/min 时的振动加速度频谱
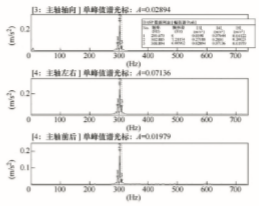
图 6 VM 机床在 330r/min 时的振动加速度频谱
从频谱图可以看到,上述几个转速下,频谱 图中表现较突出的频率为同步带与带轮的啮合 频率 ( 图中标记点 2),其他频率成分较小。且 在 300r/min 和 330r/min 转速的啮合频率两侧 存在较明显的边频带,调制频率为电动机带轮的 旋转频率 ( 如 330r/min 下约为 6.9Hz)。再对该 VM 机床在高转速段 8000r/min 转速时的振 动加速度频谱进行分析,如图 7 所示。
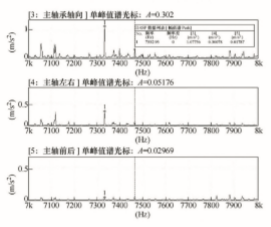
图 7 VM 机床在 8000r/min 时的振动加速度频谱
从图 7 可以看到,同步带与带轮的啮合频 率 (7332.9Hz) 依然存在 ( 见图中标记点 1),但 啮合频率的调制现象不太明显,频谱中其他频率 成分增多,调制频率的幅值相对变小。
综上分析,认为 :
①导致该 VM 立式加工中 心机床在低速 330r/min 时存在振动异音的主要 影响因素为同步带与带轮的啮合频率成分,从边 频带的分析来看,主要是主电动机带轮的基频成 分。
②从产生该啮合频率与边频调制现象的原因 来分析,认为该机床的主电动机带轮存在齿形不 良的可能性较大。
③进一步了解,该机床的主轴 带轮与电动机带轮为不同厂家所加工,可能是由 于二者加工带轮时所用的成形刀具有所偏差,主 轴带轮加工较好,而电动机带轮加工质量较差, 从而使得在皮带与带轮啮合时的平稳性上电动 机带轮要差于主轴带轮。因此,要解决该机床主 轴的振动异音问题应从改善其主电动机带轮的 加工质量入手。
(3) 零件更换后振动信号的频谱分析经过以 上振动信号的频谱分析及得出的分析结论,我们 更换了质量更好的电动机带轮,从而保证了主轴 带轮与电动机带轮的齿形精度,并重新进行了机 床主轴振动信号的测试,此时主轴在 330r/min 转速下的振动速度频谱如图 8 所示。
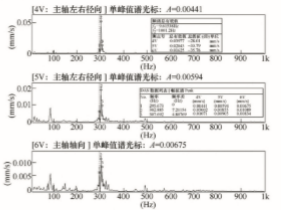
图 8 VM 机床更换电动机带轮后 主轴在 330r/min 时的振动速度频谱
将 图 8 与 图 3 相 比 较, 可 以 发 现, 虽 然依然存在同步带与带轮的啮合频率成分 (302.88Hz),但主轴各测点的振动烈度值得到 了明显降低,其中主轴轴向方向、主轴左右径向 方向和主轴前后径向方向的振动烈度值分别由 原来的 0.115mm/s、0.123mm/s、0.083mm/ s 减小为 0.016mm/s、 0.040mm/s、 0.020mm/ s,减小幅度为 60% ~80%,改善显著,且从 现场实际感受来看,之前较明显的异音情况消 失。因此,认为该 VM 机床主轴的振动异音问题 得到了很好的解决。
4.结语
通过对部件振动信号的频谱数据分析,可以 为解决机床主轴等旋转类机械的振动异常或异音 问题提供有效的方法和途径,进而促进机床产品 质量和性能品质的提升。
【参考文献】
〔1〕贾民平,张洪亭.测试技术[M].2版.北京: 高等教育出版社,2009.
〔2〕易良榘.简易振动诊断现场实用技术 [M]. 北京 :机械工业出版社,2003.
〔3〕黄志坚,高立新,廖一凡.机械设备振 动故障监测与诊断 [M].北京 :化学工业出版社, 2010.
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank> 数控机床故障诊断方法探讨及应用
- target=_blank> 数控机床常用数控系统的参数备份与回装
- target=_blank>哈工共哲全方位打造工业机器人维保中心,助力解决机器人服务行业技术人才缺口问题
- target=_blank>编码器原理在数控系统维修中的应用
- target=_blank> XH718 机床超长刀杆镗孔振颤问题的解决方案
名企推荐







