
浅谈线切割机床中走丝与慢走丝
摘要: 近年来,随着我国经济的快速发展,工业技术不断进步,人们要不断研发和革新数控加工技术,而线切割加工技术是机床加工领域的一种关键技术。线切割数控机床是加工精密零件和形状复杂的金属模具的专用机床,适宜作为模具加工的最后一道工序,可以加工硬度较高的金属材料,使其保持良好的切割状态。
关键词: 数控加工技术; 线切割; 加工硬度
线切割加工技术是机床加工领域的一种关键技术,而中走丝和慢走丝是线切割机床常用的两种加工工艺,本文重点对中走丝和慢走丝进行比较分析。线切割机床加工原理如图 1 所示。
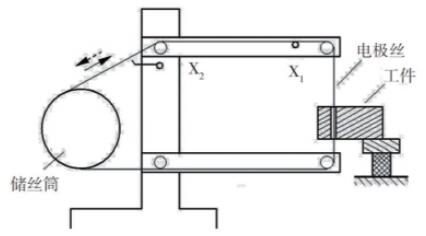
图 1 线切割机床加工原理
1、 线切割机床——中走丝
1.1 中走丝概述
中走丝是指复合走丝线割机床,并非走丝速度介于高低速之间。它以往复多次切割为前提,减少切割作业过程中材料变形和钼丝损耗所带来的误差,工件质量的标准可利用运丝速度进行调整,介于高速与慢速运丝之间。粗加工一般采用高速走丝(8~13mm/s),第一次切割高速稳定,采用高电流,以较大的脉宽进行大电流切割。修切加工采用低速运丝(1~3mm/s),工作状态走丝平稳,上下眼膜可控制运丝的抖动。切割精度较高,保证工件精度,尺寸及表面粗糙度( Ra为 1.4~1.7μm)。多次修切,主要的目的是抛磨修光。在加工过程中,切割还需要注意,工件变形、吃刀量大小不均都可能影响质量及精度。根据不同的材料预留加工量,使其内应力扭曲变形,在多次修割中进行精加工,使工件的尺寸得到保障。
1.2 中走丝线切割加工条件
1.2.1 火花的间隙与切割速度的关系。
在日常加工中,切割速度的快与慢决定着火花间隙的大小。切割速度不能超过腐蚀速度,如超过,将会产生短路现象。其间需要保持一定的切割电流,从而保持间隙大小一致。切割速度匀速才能保证工件的要求尺寸。
1.2.2 火花间隙与冷却液的关系。
加工作业期间会不断产生大量废屑及微型颗粒物,而冷却液的主要作用是排屑和消除电离子的不同,决定着电火花的间隙大小,尤其是在加工高精度工件时,必须将火花间隙和间隙补偿量考虑在内。
1.2.3 工件材料。
工件的材料选择变形量小、屈服极高的材料,如有热处理淬、回火,应选择正确的工艺参数,冷却要均匀,尽量消除热处理中产生的残余应力。
1.3 中走丝加工的应用
目前,中走丝加工工艺的应用范围较广,包括: 各种冲模; 微细异形孔、窄缝和复杂形状的工件; 样板和成型刀具; 冶金模、型腔模、拉丝模和成型模。它可以加工硬质材料、切割薄片和金属材料,也可以加工内外齿轮,适合于多品种零件、小批量的加工。
2、线切割机床——慢走丝
2.1 慢走丝概述
慢走丝是线切割的一种,可以加工所有导电材料(如金属材料、硬质合金、碳化物和石墨等)。放电加工期间,火花发生器产生火花,其后,在一定的时间间段内,加工时火花与工件产生连续的凹坑。火花产生的温度为 8 000~12 000℃。火花发生器释放的能量决定凹坑的尺寸。慢走丝适合用于加工形状复杂和精密细小的工件。
在慢走丝机床加工中,电极丝运转方式为低速单向运动,根据工件要求标准的不同,电极丝运转速度也需要不断调整。一般来说,走丝速度为 0.2mm/s,表面精确度可达微米级,质量效果接近磨削水平。在慢走丝机床中,电极丝为一次性使用,其目的是工作状态实时保持平稳、走丝均匀,避免产生抖动,加工后的工件质量效果良好。慢走丝切割机床采用持续供丝的方式,机床加工期间,电极丝放电后发生损耗,可给予持续补充。
2.2 切割精度
2.2.1 多次切割技术。
修切技术是提高加工精度及表面质量的根本手段。它是一门涉及制造技术、数控技术、智能化技术、脉冲电源技术、精密传动及控制技术的综合应用技术。第一次切割的主要目的是将零件成形,第二次切割的主要目的是提高零件的精确度,第三次(或三次以上)切割的主要目的是提高工件的表面粗糙度。根据工件要求的精度及表面粗糙度,合理选择切割刀数,切割刀数较高,通常为 7~9 刀。实施少量多次切割,第一次为粗切割,放电参数大,主要目的是把零件切开。把金属材料大部分去除,第二次为修切,放电参数减小,轨迹分阶段缩小,加工次数越多,工件表面质量越好。切割期间,零件表面轮廓变化曲线如图 2 所示,其中,粗糙度 Ra 为轮廓算数平均偏差,粗糙度 Rz 为轮廓最大高度。割一修三轮廓线如图 3 所示,切割工件实际图如图 4 所示。
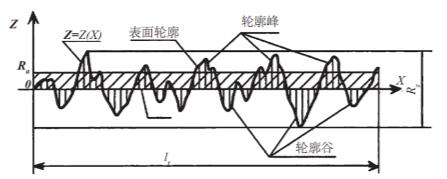
图 2 零件表面轮廓变化曲线
图 3 割一修三轮廓线

图 4 切割工件实际图
2.2.2 拐角策略。
在某些工件作业过程中,切割拐角时,电极丝走丝停歇会造成角部塌陷。为了提高切割精度,避免此类问题,人们需要采取更多的拐角策略,如改变走丝路经、沟槽清角、内圆清角、V形清角,避免走丝停歇造成角部塌陷。
2.2.3 水平垂直状态。
工件与电极丝处于水平垂直状态,上喷水嘴和下喷水嘴与工件处于贴面加工,间隙为 0.1mm,上下水冲液能起到很好的排碳及冷却作用,从而提升加工效率。
2.3 机床的主要部分
慢走丝的加工设备主要由机身、工作台、走丝机构、丝杠、工作液循环制冷系统、伺服马达和离子感应器等几部分组成。
2.3.1 机身。
机身是机床的基础体,是安装其他部件、机床内部的电机电器的内部放置,是一种外观箱式结构,包括机身导轨。
2.3.2 工作台。
工作台用来装夹工件,装夹冶具。它由导轨、丝杠、电机传送机构组成,丝杠采取螺旋方式位移。
2.3.3 走丝机构。
走丝机构主要由运丝轮和运丝电机组成,包括陶瓷轮、张力轮等其他机构形成的单向走丝。
2.3.4 工作液循环系统。
该系统用于过滤水质,去离子水要达到工作液循环加工要求。水槽是工作液的存储处,有脏水槽、净水槽; 离子感应器用于电阻率测量,测量流入树脂桶的离子值。树脂桶是存放树脂的容器,树脂是石油中的提取物,用于去离子,更好地过滤水质。
2.4 中走丝与慢走丝的区别及优缺点
中走丝属于往复高速走丝电火花线切割机床范畴,以持续运转的钼丝(称为电极丝)作为电极,对工件进行脉冲火花放电蚀除金属,通过多次切割减少误差,直至切割成型。其工件质量介于高速走丝和慢速走丝之间,故而称为中走丝,中走丝是快走丝的升级产品,所以也可以叫作能多次切割的快走丝。它的加工速度接近于快走丝,而加工质量趋于慢走丝。走丝速度为 1~12m/s,可以根据需要进行调节。

北京安德建奇 AR60-MA中走丝

日本沙迪克 AQ400Ls 慢走丝
慢走丝以持续运转的铜丝(称为电极丝)作为电极,一般以低于 0.2m/s 的运转速度进行单向运动,使电极与工件处于脱离子水的环境中进行脉冲火花放电,加工中产生的高温会使脱离子水逐渐消耗。慢走丝用于加工各种形状复杂和精密细小的工件,一般走丝速度低于0.2m/s,精确度达 0.001mm。切一修三后,粗糙度 Ra 可达到 0.8μm,切一修四后粗糙度Ra 可达到 0.33μm,表面粗糙度质量接近磨削水平。电极丝作为一次性使用,工作状态平稳,走丝均匀,电极丝抖动小,加工质量较好。
慢走丝采用先进的电源技术,实现了高速加工,最大加工速度可达 350mm/min。
3、 结语
线切割机床加工精度高、功能强,但加工成本高。如果要充分发挥机床的作用,创造好的经济效益,就必须对工件进行合理的加工工艺分析和技术性能分析,充分了解机床的结构性能,熟练掌握机床的操作技能,最大限度地发挥机床的潜力,提高生产效率。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>基于开放式数控系统的热误差补偿技术实施思路
- target=_blank>西门子推出经济型液位测量雷达天线
- target=_blank> 如果没有微电机,全球物流将不能正常运作
- target=_blank>工业机器人的核心部件:精密减速机,究竟难在哪?
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
名企推荐







