
五轴加工中心上螺纹铣削应用技术研究
摘要:对于螺纹铣削来讲,其主要是一种通过数控加床加工螺纹的加工工艺,该工艺主要是从西方发达国家引进来的,在我国数控机床的发展过程中,加工工艺逐渐地的得到了广大群众的认可。现阶段伴随着科学技术的快速发展,各领域的技术都得到了一定程度的改革与升级。在此环境中,数控技术方面的应用范围得到了一定程度的延伸,对于螺纹铣削来讲,其属于相对较为重要的一种新型加工的工艺。该加工工艺性对与以往的螺纹加工工艺来讲其在精密程度上以及效率上存在一定的优势,介绍了螺纹铣削加工在五轴加工中心上应用的新方法,不用编写复杂的宏程序,利用相关指令可轻松实现对螺纹的铣削加工,对实际加工中的问题进行了说明,并上机验证,有很强的实践指导性。
关键词:螺纹铣削;海德汉系统 ITNC530;CYCL DEF 263 指令
1 、螺纹铣削加工概述
传统的螺纹加工方法主要为采用螺纹车刀车削螺纹或采用丝锥和板牙手工攻、套螺纹,随着数控加工技术的发展,使更先进的螺纹加工方式螺纹铣削得以实现。螺纹铣削加工
与传统加工方式相比,在加工精度、加工效率方面具有极大优势:
(1)加工时不受螺纹结构和旋向的限制,如一把螺纹铣刀可加工多种不同旋向的内、外螺纹,可加工不允许有过渡扣或退刀槽结构的螺纹;
(2)螺纹铣刀的使用寿命长,是丝锥、板牙的几倍甚至十多倍。
2 、 目的
对于铣削螺纹而言,由于老旧机床普遍没有铣削螺纹指令,所以只能通过编写宏程序,按照刀具旋转一周,轴向下降一个螺距来实现螺旋线插补,从而完成加工。目前大多数教材及资料对于螺纹铣削均是提及此方法。而对于五轴加工机床,尤其是海德汉系统指令的应用更是微乎其微,仅停留在培训教材的程度,对实际加工的具体指导性更是无从谈起,作者通过多次上机使用,将其中的问题总结归纳,希望能给大家今后的工作一个借鉴参考。
3、 方法
在海德汉 ITNC530 系统中,对于铣削螺纹有专门的循环指令 CYCL 263,作者实际使用过程中操作简便,易于快速实现程序编写。
3.1 CYCL 263 指令介绍
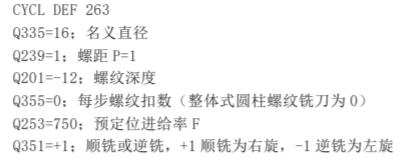
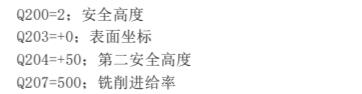
注明:CYCL DEF 263 指令各部分的释义如上,按照螺纹要求,对照填写直径、螺距、深度、旋向、进给率等信息,其余保持默认均可。
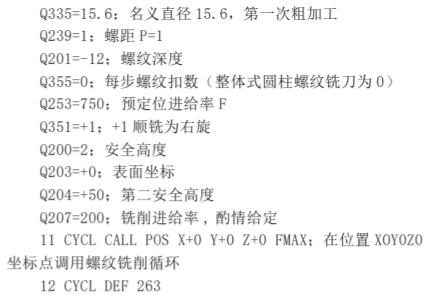
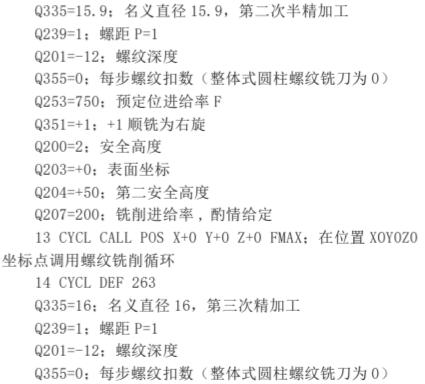
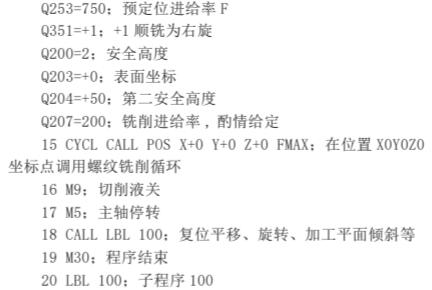
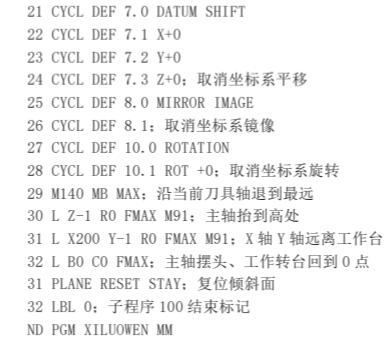
3.2 程序编写
以内螺纹 M16×1,螺距 P=1mm, 螺纹深度 12mm 细牙为例,螺纹底径 15.1 已加工好,所采用机床为德玛吉 DMU80P 五轴加工中心,刀具为直径 D=10 的整体式圆柱螺纹铣刀,编写加工程序如下 :
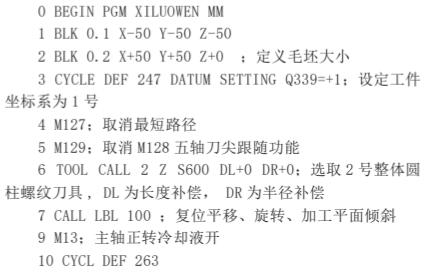
3.3 对程序的几点说明
(1)螺纹底孔尺寸不能完全依靠计算公式,应根据具体情况加工适当,经验公式为 D1=D-(1 ~ 1.3)P( 公称直径减去 1 ~ 1.3 倍的螺距 ),直径小用小值,直径大用大值。
(2)注意铣削时让刀现象。为避免这一情况的产生,螺纹加工在径向上应分若干次切削(笔者认为 3 ~ 4 次较为合适),将径向余量进行从大到小合理分配,具体做法就是多次调用 CYCL DEF 263 指令,每次修改 Q335(名义直径)的值即可达到分配余量的目的。
(3)对首件的加工应采用试切法,通过螺纹量规测量和修改刀具半径补偿 DR 值相结合的方法,从而达到螺纹尺寸精度要求。
4 、 结语
(1)用海德汉系统螺纹循环指令加工螺纹是一种不需编写宏程序的新方法。通过在五轴加工中心上的应用,使平时较少接触的指令有了用武之地,使设备的优越性得到了体现。但又不光限于此系统,也为其他具备螺纹铣削指令的设备提供了新思路。
(2)不用编写复杂的宏程序,编程结构简单,编辑调整快捷,只需将指令多次复制、粘贴稍作修改即可。
(3)借助五轴倾斜面固定轴可实现对特殊位置分布螺纹的加工,避免做工装、夹具带来的成本浪费。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>【瓦尔特】——提高切槽和切断的工艺可靠性
- target=_blank>精密机床制造商必备的校准工具
- target=_blank>数控螺纹磨床电气系统设计与研究
- target=_blank> 数控全自动冲击试样 U形缺口加工系统的设计、制造及应用
- target=_blank> 外圆磨床磨削工件螺旋纹产生原因及其排除方法
名企推荐







