
数控车床刀塔故障实例分析及处理
摘要:本文针对数控车床自动换刀刀塔不能换刀至指定刀号的故障实例,结合结构及动作流程进行分析与处理,并提出故障处理总结,供同行参考交流。我公司用于轴类及盘类零件加工的某型FANUC0i数控车床在运行过程中,12刀位自动换刀刀塔出现故障。具体故障现象为:加工过程自动换刀时,本应由5#刀换为3#刀,但结果却换至7#刀,不能继续加工,同时系统界面出现“EX1101TURRET#1POSITIONALARM”(刀塔位置报警)和“EX1105TURRET#1ENCODERSEN SORALARM”(刀塔编码传感器报警),按RESET键复位消除报警后,切换到手动模式,执行手动换刀,故障依旧,本文针对此故障进行分析及处理。
1.自动换刀刀塔结构及动作流程
数控自动换刀刀塔一般由动力源(电动机或液压马达)、机械传动机构、定位机构、锁紧机构、检测装置、接口电路、刀盘及刀座等组成s数控车床12位自动换刀刀塔实物如图1所示

图1数控车床12刀位自动换刀刀塔
刀塔的自动换刀动作流程主要由刀塔脱开、刀塔转位和刀塔定位锁紧三个子动作步骤组成。其中刀塔脱开和定位锁紧由液压控制实现,刀塔转位则由电动机驱动控制(1)刀塔脱开动作步骤如下:数控系统发出换刀指令,PMC给出放松信号,电磁阀动作,锁紧机构开始放松,动、静鼠牙盘脱离啮合,刀塔解除定位锁紧而脱开(2)刀塔转位动作步骤如下:刀塔脱开后,PMC检测到放松到位信号后发出转位指令,电动机启动,通过传动机构驱动刀塔转位。(3)刀塔定位锁紧动作步骤如下:当指定换刀刀号后,数控系统通过内部的运算和PMC的控制,进行定位、,锁紧机构开始锁紧,动、静鼠牙盘啮合,刀塔定位锁紧,PMC检测到锁紧到位信号后反馈给数控系统,完成自动换刀。
2.故障分析
根据故障现象和翻阅系统报警说明进行故障原因分析:
(1)能换刀但没有换为指定刀号,说明刀塔脱开和刀塔转位动作正常,可初步排除相关线路和元器件出现故障的可能。
(2)系统报警EX1101意为刀塔位置报警。与刀塔松/锁到位检测传感器故障及刀塔转位计数传感器相关,造成刀塔不能准确定位,出现EX1101报警。
(3)系统报警EX1105意为刀塔编码传感器报警。与由4个霍尔传感器组成的8421刀塔编码器其中一个或多个霍尔传感器故障相关,造成刀塔编码错误,不能换刀至指定刀号,出现EX1105报警。
3.故障处理过程
拆开防护面板,在手动方式下任意换刀,目视观察刀塔内松/锁到位检测传感器、刀塔转位计数传感器及刀塔编码传感器等各个信号传感器的工作状态,其自身信号指示灯都能点亮,传感器工作正常,打开FANUC自带PMC监控界面进一步查找故障。 (1)按“SYSTEEM键”—按右方向“菜单扩展键”—选择“PMCMNT” (PMC信号状态监控)->手动输人“1101” ->选择“搜索”,这样 可以得到EX1101报警地址A2.1,同样的方式输人1105可以得到EX1105报警地址A2. 5。报警地址信号状态监控界面如图2所示。
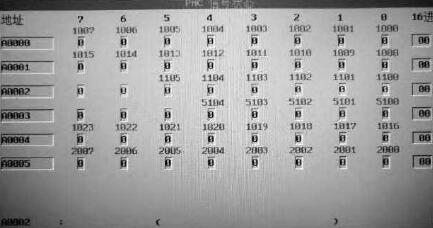
图2 PMC报警地址信号状态监控界面
(2)接后退键—选择“PMGLAm(梯形图)—手动输人“A2.1”.—选择"W-"搜索 搜索到报警地址A2.1。仔细查看和分析梯形图,触发 A2.1 原因是软继电器:R201.5CODSTORA-LARM(刀塔转位计数报警)闭合;同样的方式搜索报警地址A2.5,触发A2.5的原因是软继电器R201.7ENCODER ALARM(刀塔码器报警)闭合。报警地址2.1梯形图界面如图3所示。
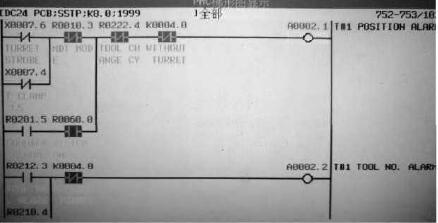
图3 报警地址A2.1梯形图界面
(3)手动连续任意换刀,观察梯形圈X7.4TCLS(松/锁_像信号)状态,每换刀1次.X7.4能正常闭合、断开;并观察X7.6SIROBE(:,刀塔每转I位计数信号)状态5刀塔每转1位X7.6能正常闭合、断开,此时.故障报警依旧。PMC输人信号X7状态监控界面如图4所示。
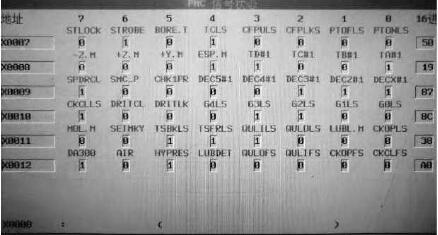
图4 PMC输入信号状态监控界面
(4)翻阅电气原理图,查找8421刀塔编码器 数据位,,分别是: X8.0、:X8.1、X8.2.和X8.3,选择“PMCMNT”,任意搜索其中一位,出现界面后,再次手动连续任意换刀,发行X8.0状态始终未0,没有信号输入。8421刀塔编码器数据位输入信号X8状态监控界面如图4所示。
(5)经检查发现X8.0信号电缆在刀塔接口电路接头处出现松动虚接,经处理后复位系统,故障报警消除,执行换刀程序,机床正常工作。
4、故障处理总结
(1)了解故障报警机理有助于建立正确的故障处理思路,回顾此故障实例,造成故障的最终原因是8421刀塔编码器其中一个数据位传感器X8.0信号电缆接头虚接,但时出现EX1101 和EX1105两个报響,是由于当数控系统刀具“T”代码选通信号发出后,由于刀塔编码器数据位传感器故障,换刀出现异常,预置换刀的3#刀位编码敎据没有被PMC检测到,检测到时是误转动至7#刀位的编码数据,PMC判别的当前位置刀号与选通信号不一致,同时刀塔转位计数数据检索也随之出现异常救据,与之关联的内部软继电器R201.7和R201.5动作、触:发A2.5和A2.1 ,时出规上述两个报警_此,在处理类似多个报警故障的过程中,应全面综合分析,避兔只针对某一报警片面分析而出现“钻牛角尖”的情况发生,影响故障处理思路。
(2)采用合适的故障检查手段和处理方法,有助于提高故障处理效率,前述目视观察刀塔松/锁到位检测、刀塔转位计数及刀塔编码等各个信号传感器能正常工作、但.这并不能说明这些信号就一定会输人PMC ,有效参与控制,进一步通过FANUC自带PMC监控界面检查到X8.0.无信号输入 ,故障才得以排除。若此时不利用PMC监控界面检查.而继续采用仪表测量、替换等常规方法或其他不合适的方法来处理故障,势必舍出现"走弯路”的低效率情况。因此,根据具体问题,采用合适的故障检查手段和方法来处理故障,才是提高故障处理效率的蕞佳选择。
5、结语
掌握一定的维修技能,熟知机床工作原理,对数控系统及PMC(PLC)程序有较强的认知和理解,同时注重维修经验总结积累,企业设备维修人员在日常维修时才可以做到有的放矢,提高维修效率。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>全闭环数控系统改半闭环数控系统的方法及应用
- target=_blank>某型数控镗铣床主轴部件的优化改进
- target=_blank>浅析曲轴磨床的可靠性改进
- target=_blank> 解析数控车床加工精度的影响因素及提高措施
- target=_blank> 机床大修与数控化改造
名企推荐







