
数控车圆弧螺纹车削加工方法研究
摘要: 圆弧螺纹数控车加工一直以来就是一个难点。介绍了数控车加工圆弧螺纹的方法与注意事项。以矩形螺纹方式进行开粗,圆弧拟合的方式进行精加工。以变量参数化、宏程序为基础,编写了圆弧螺纹加工通用宏程序。在实际加工中,对于不同圆弧螺纹的车削,只需改变程序中的变量参数即可,提高了编程效率,保证了圆弧螺纹的加工质量。为今后企业中车削圆弧螺纹提供了有益的参考。
关键词: 圆弧螺纹; 数控车床; 宏程序; 车削
0 引言
滚珠丝杠是将回转运动转化为直线运动,或将直线运动转化为回转运动的理想产品。滚珠丝杠上的螺纹区别于普通螺纹,牙型为圆弧形,属于异形螺纹。圆弧螺纹在各种异形螺纹加工中最具有普遍性。数控车床以其高稳定性、高精度、高效性,为圆弧螺纹的加工提供了良好的加工基础,并且得到了广泛的应用和推广。
在数控车床上加工圆弧螺纹,程序编写较复杂繁琐,而且当圆弧型螺纹的导程、公称直径、长度、螺纹槽深、牙宽圆弧半径等参数中任何一值不同时,就需要重新编制程序。如果能编写出圆弧形螺纹加工的通用宏程序模版就可以解决这一问题。笔者以 FANUC Series 0i Mate-TD 数控系统、前置四方刀架、绝对编码器( 采用绝对位置检测元件,开机不用返回参考点) 为例,详细介绍了基于宏程序的圆弧螺纹加工方法及宏程序通用模版的建立过程。
1 、圆弧螺纹的基本参数
圆弧螺纹实体模型如图 1 所示,具体参数如剖面图 2 所示,圆弧半径为 10 mm,导程为 40 mm。

图 1 圆弧螺纹实体模型
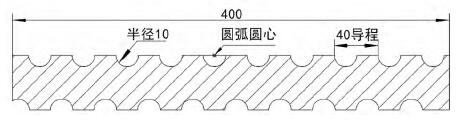
图 2 圆弧螺纹剖面视图
2 、圆弧螺纹的数控车加工
本文介绍的圆弧螺纹加工方法分为圆弧螺纹的开粗与精加工。采用矩形螺纹的加工方法进行圆弧螺纹的开粗,采用球刀圆弧拟合的方式完成圆弧螺纹的精加工。
2.1 圆弧螺纹的开粗采用
如图 3 所示的矩形螺纹车刀进行开粗。开图原理图如 4 所示。
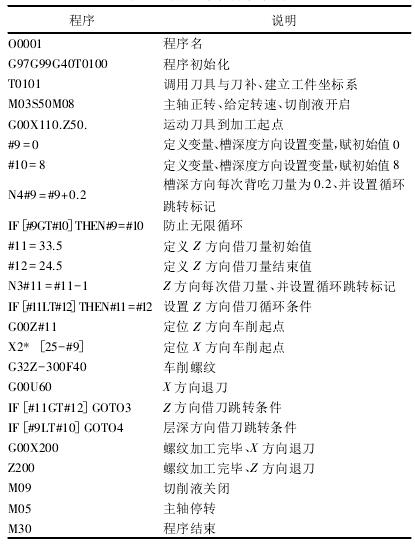
将螺纹的牙型置于工件的右端,其圆心距离工件右端面为 30 mm,其中剖面线部分为圆弧螺纹粗加工后剩余的材料,即精加工需要去除的材料。矩形螺纹采用层优先加工方式,避免了夹刀现象。矩形螺纹开粗程序如表 1 示。
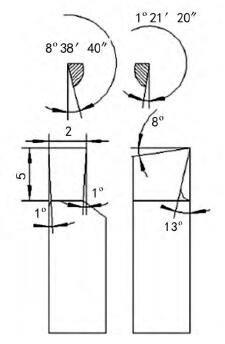
图 3 矩形螺纹刀
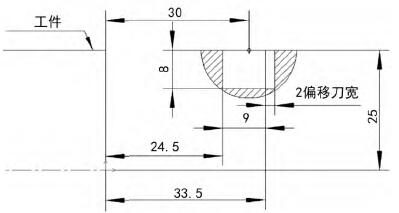
图 4 开粗原理图
表 1 圆弧螺纹开粗程序
采用 VERICUT 软件对加工程序进行仿真验证。VERICUT 软件是美国 CGTECH 公司开发的专业数控机床加工仿真软件,能够真实模拟数控加工过程中刀具的切削与机床的运动过程,实现对数控加工程序的验证。
开粗仿真如图 5 所示,剖面视图如图 6 所示。
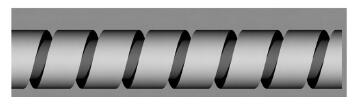
图 5 圆弧螺纹开粗仿真
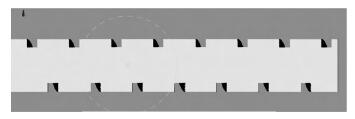
图 6 圆弧螺纹开粗后剖面图
2.2 圆弧螺纹的精加工
精加工采用球形车刀,具体参数如图 7 所示,程序的对刀点设在球形车刀的球心。
精加工刀路轨迹在圆弧螺纹的外形的基础上偏移 4 mm 球形车刀半径值。为了解决第一刀背吃刀过大的问题,将进刀轨迹延 X 方向延伸 4 mm 球形车刀半径值,如图 8 所示。
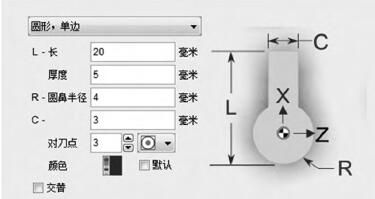
图 7 精加工球形车刀
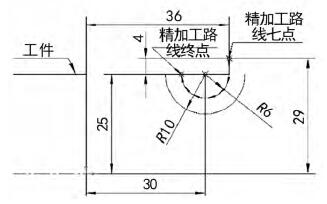
图 8 粗加工原理图
精加工程序如表 2 所示。螺纹精加工仿真如图9 所示,剖面视图如图 10 所示。开粗与精加工刀路图如图 11 所示。
表 2 圆弧螺纹精加工程序
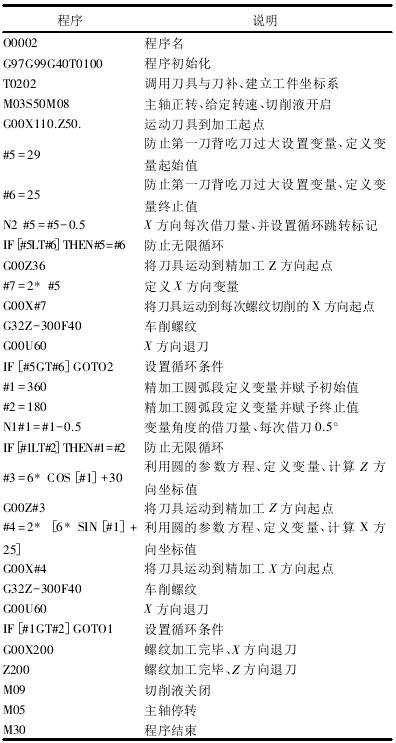

图 9 圆弧螺纹精加工仿真

图 10 圆弧螺纹精加工剖面视图
3 、圆弧螺纹加工的注意事项
精加工圆弧部分的起始角为 360°,终止角为 180°,而不是始角 0°,终止角 180°,这点很关键,需要特别注意。
对于导程特别大的圆弧螺纹,加工时需要沿螺纹升角的方向进刀,并且需要增加螺纹收尾的操作,螺纹收尾可以通过程序实现,即每次螺纹切削完成后的退刀操作,务必不要使用 G00 直接退刀,须要采用 G32 指令以增量坐标方式退刀,这样不但有效避免了刀具退刀时与工件的干涉问题,而且螺纹收尾美观。
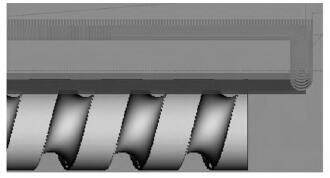
图 11 精细加工仿真刀路图
4 、结语
通过实践验证,利用矩形螺纹的加工方式开粗,球刀以圆弧拟合的方式进行精加工,可以高效、精准的加工出圆弧螺纹。开粗过程采用同一层不断借刀、在牙深方向层层递减的方式进行削,工艺人员可根据刀具、工件材质、现场实际切削条件,确定最宜的借刀量与层深切削进给量,通过数控程序方便的控制开粗进程,从而做到减少刀具磨损,扎刀、震刀等现象,延长了刀具的使用寿命。
精加工过程可以通过改变圆弧拟合的借刀数值方便的控制圆弧螺纹加工表面的光洁度。在数控程序方面,以参数化、模块化、宏程序为基础,结合数控系统固有指令编制圆弧螺纹加工程序,使程序通用性增强。对于不同圆弧螺纹的车削,只需改变程序中的变量参数即可,大大提高了编程效率,使程序具有参数化、模块化的特点,而且程序短小简洁,给程序的传输与存储带来了很大的方便。本文所研究的方法,对数控车加工圆弧螺纹具有一定的参考价值,并且方法实用可靠,在 FANUC Series 0iMate-TD 数控系统上车削成功,可作为生产实用 。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>达索系统SOLIDWORKS 2021正式上市连接3DEXPERIENCE平台迈入云端
- target=_blank>肯纳金属推出新款PCD系列刀具
- target=_blank> 浅谈数控车四方刀架拆装维保措施
- target=_blank>BPX5D五轴数控工具磨床的研发与应用
- target=_blank>【伊斯卡刀具】胜任不锈钢的加工
名企推荐







