
【海德汉】旋转轴定位精度五轴加工的关键(上)
接下来这两期,小编为大家准备了纯干货:旋转轴定位精度在五轴加工中的关键,主要从以下两点进行讨论:
1、讨论机床回转工作台旋转轴的全闭环和半闭环控制模式;
2、讨论5轴加工涉及两个高精度定位的旋转轴在机床加工中的作用;
全球化的兴起和市场的国际化使客户的需求愈加多元化。在终端市场,用户更加期待丰富和个性化的产品。在制造业,这些变化早已不是秘密。要与遍布全球的供应商竞争,必须提供创新的产品、卓越的品质和强劲的功能。还需要满足单品小批量、严格几何公差的要求和可视面和功能面需要达到更高表面质量。同时,生产商必须适应更短上市时间和更短产品生命周期的形势要求。
在生产中,要提高品种规格的灵活性,需要使用5轴加工技术。用通用性的工装夹具系统可进行多面和完整加工并提高自动化程度、灵活性和机床利用率。由于5轴技术允许大量使用标准刀具,允许在铣削路径上改变刀具方向,以加工复杂的几何形状。
5轴加工
在5轴加工中,五个机床轴全部彼此相对运动并同步进行插补(三个直线轴和两个旋转轴)。
3+2加工
如果旋转轴在加工前移到固定位置并在加工整个过程中保持在该位置不动,这是3+2轴式加工。
即使环境条件和加工条件发生变化,机床也需要保持加工件达到高精度的要求。因此,必须在位置信息处理中满足测量精度和长期一致性的要求。特别是在5轴加工中,旋转轴定位误差显著影响加工精度,因此直接影响工件精度。

图1:5轴加工典型工件
根据成本构成、客户要求、机床的加工情况,特定旋转轴可由力矩电机驱动或由伺服电机与机械传动系统驱动。对于采用机械传动的旋转轴,编码器的选型尤为关键,本文主要聚焦于该主题。对于由伺服电机和齿轮传动系组成的旋转轴,要测量其位置,最简单的方法是用电机编码器和传动比。这就是半闭环控制的位置反馈控制方式。
半闭环控制
在半闭环控制中,不考虑机械传动部件的误差。反馈控制环中不含这些误差。半闭环控制中的周期性负载导致传动部件发热,这是定位误差较大的重要原因。
全闭环控制
如果将角度编码器直接安装在回转工作台的转动轴上进行位置反馈,这是全闭环控制。在全闭环控制中,几乎全部机械传动误差都在位置控制环中。
在下面讨论中,我们将看到测量链中齿轮系统对旋转轴定位的显著影响以及该方法与在旋转轴上直接使用角度编码器的效果比较。
首先让我们来了解一下被测机床的的配置:
以下测量结果来自高端5轴立式加工中心, 该机的配置为:工件使用一个直线轴和两个旋转轴,刀具使用两个直线轴(该机结构类似于图2)。该机的行程范围大约为600 mm x 600 mm x 500 mm。测试的主要内容是工作台的“C”轴旋转轴,该轴由伺服电机和蜗轮驱动。
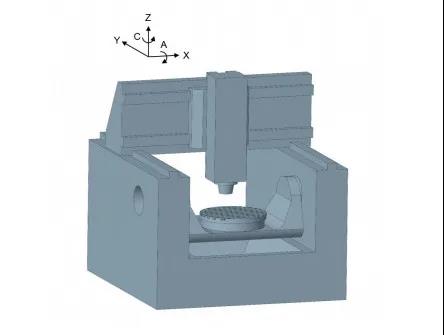
图2:5轴加工机床的结构示意图
基准编码器的设计和制造都用于确定回转工作台的定位精度。图3是其结构式设计的示意图。基准编码器有一个光学扫描的栅鼓[1]和四个非接触式读数头[2]。扫描栅鼓位于回转工作台的中心并用适配器[3]安装固定,测量时回转工作台带动其旋转。读数头分布在安装座[4]中并用夹刀系统[5]固定在机床主轴上。
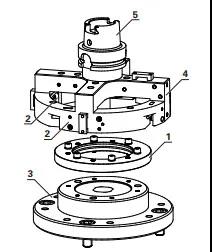
图3:基准编码器的示意图
图4为基准编码器安装在机床内的情况。在测量时,找正以下部件的旋转轴:回转工作台、基准编码器的栅鼓和主轴。基准编码器的精度由已校准的测量机鉴定,确保其系统精度达到±0.5"。如果在较大的安装公差范围内和径向±1.0 mm及轴向跳动0.4 mm的工作公差范围内,可达到以上精度要求。在机床上进行多次测量验证基准编码器的重复精度和质量。

图4: 基准编码器位于机床回转工作台上
该基准编码器的优点是其允许的安装公差较大(特别是允许±0.2 mm的偏心量),因此能大大简化安装和便于实际使用。该编码器的标称系统精度是指整套基准编码器的精度且不受外部环境因素的影响。旋转轴在任何位置处都能进行测量,也能使用极小的角度步距。不指定固定不变的测量位置数或测量位置间的等间距。无需将基准编码器与机床关联。
虽然力矩电机的直驱系统已得到广泛应用,但相当大比例的机床旋转轴仍然采用伺服电机与机械传动相结合的结构。其主要原因包括加工中的复杂性和机床的成本构成。对于伺服电机,确定旋转轴的角度位置有两个方法。两种位置反馈模式,即全闭环(CL)和半闭环(SCL),分别见图5和图6。
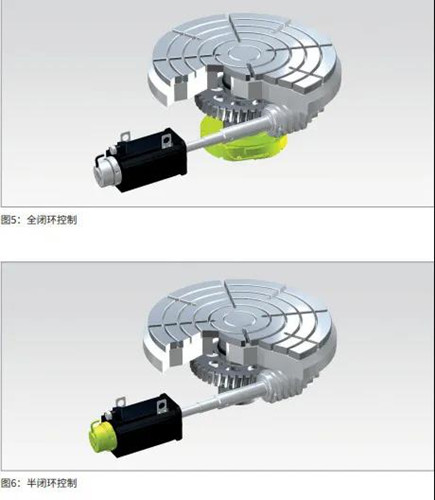
与全闭环控制不同,半闭环控制的误差源不止一个,这是因为在编码器的位置测量点与相应回转工作台之间有许多部件。特别是几何误差、机械传动部件的弹性误差和温度影响及磨损问题。加工力和振动的动态作用也影响位置测量。然而,在全闭环控制中,定位精度基本不受以上介绍的主要误差源的影响,原因是角度编码器在原点位置测量这些误差,并在位置控制环中考虑这些误差。
那么我们得到了哪些结论呢?请期待下期讲解!
未完待续!
(来源:海德汉)
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>双主轴速度串联功能在卧式车床上的应用
- target=_blank>一种弯头管嘴类零件车削加工的工艺优化
- target=_blank> 数控车圆弧螺纹车削加工方法研究
- target=_blank>达索系统SOLIDWORKS 2021正式上市连接3DEXPERIENCE平台迈入云端
- target=_blank>肯纳金属推出新款PCD系列刀具
名企推荐







