
FANUC 系统中 PMC 窗口功能在车床上的运用
摘要: 本文结合在倒立式车床实践案例,分析运用 FANUC 系统窗口功能,读取相关轴的负载值,利用 PMC 实时监控。当读取值高于设定临界值时,对相关轴进行保护,避免进一步运动造成联轴器偏移或损伤。
我工厂使用的热前倒立式车床,采用FANUC 18i数控系统控制,其特点为加工工件时,由主轴上集成夹具并加持工件,而刀塔不动,车削时靠主轴带动工件旋转并移动来完成车削。主要优点是落屑朝下,脱屑理想且占地小,加工稳定,所以在热前精加工中大量使用。在后续批量生产中,出现过一些问题,为此我们结合 PMC知识进行优化。
1. 优化方案
由于热前车床需要使用乳化型切削液,一些切削量大的零件在切削过程中,会带出断屑粘在零件上,通过机床环形料道排出。但这些断屑会脱落在环形料道工件托盘输送链条上,阻滞链条,使机床 A 轴联轴器打滑并造成托盘上料位置错位。
FANUC 系统顺序控制 PMC 指令分为基本指令和功能指令两种类型,优化方案将结合两者,对于链条受力打滑,可以反映到输送链条驱动源A 轴伺服电动机上。A 轴为该机床的第 4 个轴,为此将利用 PMC 窗口功能读取 A 轴伺服电动机负载电流值,在满足 A 轴启动条件后进行比较,如果负载电流值大于设定临界值,则锁定 A 轴电动机避免进一步运行损伤硬件,同时播放提示语,现场人员根据提示信息,在机床链条处,检查切屑情况。
上述为软件保护,硬件上用尼龙棒料制作了与链条配合的盖板,并且盖板扣在链条上可以与输送带同步运动,尽可能避免断屑进入链条内,干涉输送带,硬件实物如图 1 所示。

图 1
通过以上硬件及软件优化,倒立车环型料道卡料影响生产问题得到解决,下面将重点阐述PMC 改进方法。
2. 关键功能指令介绍
(1)WINDR(窗口功能读取读 CNC 窗口数据): 此功能在 PMC 和 CNC 之间经由窗口读取多种数据项。WINDR分为两类,一类在一段扫描时间内完成数据读取,另一类在几段扫描时间内完成数据读取。前者称为高速响应功能,后者称为低速响应功能。WINDR的梯形图格式如图2所示。
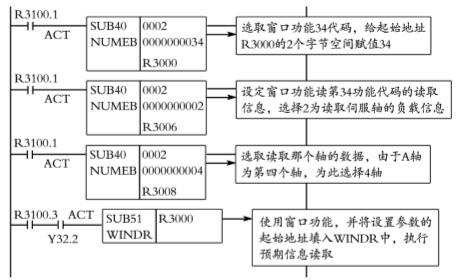
图2
(2)COMPB(二进制数据大小判别): 该指令可比较 1、2 和 4 字节长的二进制数据之间的大小。比较结果存放在运算结果寄存器(R9000)中,需在存储区中指定足够的字节来存储输入数据和比较数据。
3. 具体实施以及效果
实施 A 轴的负载监控关键为使用 WINDR 窗口功能读取 NC 参数,PMC 修改使用 “FANUCLADDER-III” 软件。经过 PMC 梯形图查阅,地址 R3000 到 R3100 可在本次优化改善中使用,为此选择 R3000 为首地址的存储空间作为窗口功能参数设置地址,其中窗口功能读取第 34 功能代码对应轴负载电流值,为此 WINDR 将设定该功能代码读取 A 轴电流负载,PMC 程序编写如图 2 所示。
将信息读取后,考虑到电动机正反转电流值会有正转矩和负转矩,为此当出现负转矩时,将取绝对值,负载数据完成处理后,使用 COMPB 功能进行数据比较。经实地观察,A 轴电流负载不
能超过 350,为了保证链轮电动机联轴器不打滑和损伤,设定临界值为 300,当机床超过设定临界值,将锁死 A 轴,避免进一步运动,并进行报警提示。该部分 PMC 程序编写如图 3 所示。
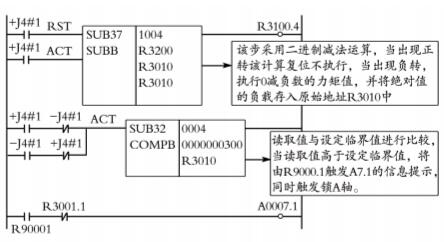
图 3
运行过程中,当出现负载过大现象时,A 轴可以有效地停止并且制动,避免了料道进一步跑偏和损伤。同时如图4 所示出现信息提示,操作人员根据提示进行料道检查。
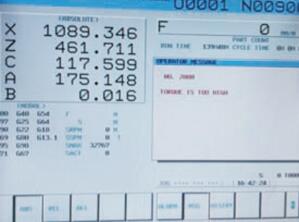
图 4
4. 结语
利用窗口功能进行 PMC 优化,对轴进行相关保护,通过生产观察是有效的,另外窗口功能在 FANUC 系统中的功能也非常强大,是 PMC 与 CNC 数据交换的有效平台,在机床改造重运用广泛,本文对该功能的应用只是冰山一角,相关运用还需要结合实际情况进行使用。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>加工中心镗孔加工防振技术
- target=_blank>【数控机床】828D 系统使用 SET CO 多向摇摆立卧主轴头实现加工中心立卧转换示例
- target=_blank>浅谈工业机器人技术在自动化控制领域的实践
- target=_blank>基于 VC + + 的车铣复合机床后置处理器开发及应用研究
- target=_blank> 数控铣床上孔的加工方法
名企推荐







