
数控机床智能化改造技术案例探讨
摘要:以实现工件上下料为基本功能,以宝鸡 CK7520 全功能数控车床和广数 GSK RB08 搬运机器人作为改造实例,介绍了数控机床改造的整体思路、改造过程的 4 个阶段及相关技术。改造过程中,首先根据功能需求步确定改造方案;其次,根据改造方案确定拟改造的设备,并对设备进行性能评估和调试,为改造技术的难点;最后,设备联动调试阶段,务必保证信息传递的完整性、准确性、适时性、稳定性以及硬件配置的合理性。随着社会的发展,人力资源成本不断提高,尤其对于一些重复性程度较高、作业难度大、环境不适合人长时间作业的场合,数控机床的智能化改造将会极大地提高劳动生产率,为企业节省人力、物力和财力。
关键词:数控机床 智能化 机器人
1、数控机床智能化改造的意义
高度自动化的无人车间,是近几年我国制造业企业转型升级的一个缩影。目前,工信部共启动了 109 个智能制造试点,并取得了显著成效。伴随着智能制造试点的推进,机器人的使用迅速增加,尤其适用于作业难度大的行业、国际应用最广泛的焊接领域以及高端应用集中的汽车行业等。中国是一个传统的机械制造大国,但其装备水平相对落后,自动化程度较低。特别是一些老的机械制造厂,设备多是老式的数控机床,远远不能满足加工要求,尤其是自动化要求。随着社会的发展,人力资源成本不断提高,尤其对于一些重复性程度较高、作业难度大、环境不适合人长时间作业的场合,能够实现基本装料、卸料等功能的自动化,将会极大地提高劳动生产率,为企业节省人力、物力和财力。例如:根据某市人社部门对全市部分企业职工的工资收入进行抽样调查,经统计、汇总和分析,确定了 50个工种的劳动力市场工资指导价位,其中数控机床操作工月收入多在 4500 元上下,人力成本约 11 万每年(按每台机床需 2 名工人计算)。每台数控机床改造的费用约为 10 万(配置经济型机器人),且改造后的设备可以持续性使用(正常维护 10 年左右),设备改造后一人可以操作多台机床。相比之下,虽然设备改造费用相对较高,但从长远分析可以节省大量成本,且可以克服工人操作机床带来的缺陷。
2、改造思路
根据改造后拟实现的功能,确定改造的总框架图、总体方案以及改造流程等。数控机床智能化改造整体分为 4个阶段——总体方案设计,设备选用,设备调试,设备联动调试阶段。
3、总体方案设计
本次改造实例的背景为某企业加工的零件多为批量生产,企业目前具有多台数控机床。改造的功能要求为数控加工过程中机器人完成给定工件的自动上下料,实现工件加工的自动化控制。
3.1 数控机床改造方案
数控机床接收机器人上料完成的信号,并将工件加工完成的信号反馈给机器人,指导机器人完成下料工作。例如:当机器人完成上料动作,机器人发送信号到数控机床IO MODBUS 模块中的 X100.1,当数控机床 IO MODBUS模块中的 X100.1 地址接收到信号,在调用循环启动命令,开始工件的加工。
3.2 机器人改造方案
机器人根据输入信号的不同,完成上料、下料、适时发送到位信号的工作。机器人改造方案设计框图如图 1 所示,工步 1 为上料动作,工步 2 为下料动作。根据设计框图,分配的 I/O 地址如表 1 所示。
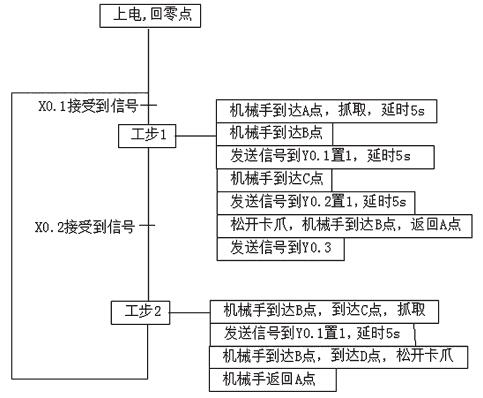
图1 机器人改造方案设计框图
表 1 机器人 I/O 地址分配

4、设备选用
设备评估的主要依据是保证设备具有改造的可行性,且其性能能够达到既定的功能要求。本次改造拟实现数控车床和工业机器人协调动作,完成设备的自动上下料等基本功能自动化,要求机床具备液压卡盘、自动防护门等结构。因此,数控机床选用宝鸡CK7520
全功能数控车床,系统采用 FANUC 0i-TC 系统,宝鸡机床厂生产,后置刀架,机床设置 12 刀位,但是机床防护门开关需改造为气动控制。机器人选用广数 GSK RB08搬运机器人,GSK RB08 型机器人可广泛应用于物流搬运、机床上下料、冲压自动化、装配、打磨以及抛光等用途。
5、数控机床调试
数控机床结构复杂,产生故障的原因很多,因此需要对机床进行严密的故障排查。常见故障包括系统故障、电气故障和机械故障。数控系统故障分析的常见方法有目测、触摸检测、通电检测、仪器检测、可编程器的检测分析以及备件替换诊断法。
现场诊断是进行故障排查的核心内容,诊断的内容包括初步寻找故障发生的部位、检查系统与外围线路的连接、具体分析和排除故障(如采用替换故障配件的方法排除故障)、运行机床验证数控系统能否恢复正常等。一些特殊情况下,需要对元器件进行定位检测。
6、工业机器人性能测试
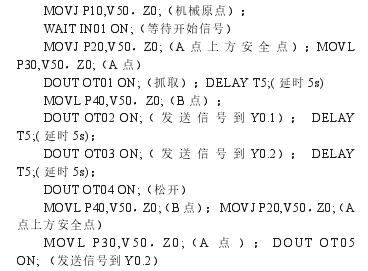
根据设计方案,机器人拟实现的功能包括机械手抓取工件、移动工件到卡盘位置、适时的发送到位信号以及返回仓储位置等。因此,本设备的性能测试内容包括:检查路线、开关位置、指示灯等,使其均处于正常状态;测试输入、输出地址,保证其在正确状态。可以根据设计方案,对拟使用的 I/O 地址进行简单的调试操作;功能的模拟或调试。通过录入程序,验证机器人是否可以完成既定功能。部分程序如下(以下为工步1上料程序)。工步 1 部分程序:
7、设备联动调试
数控机床与机器人之间的联动调试为改造的难点之一,涉及众多技术难题。尤其在数控机床与机器人协同工作的过程中,必须保证信息传递的完整性、准确性、适时性、稳定性以及硬件配置的合理性、经济型。FANUC 系统与外围设备的常见协调方法有 3 种:
(1)FANUC 系统主板增加扩展板,但是费用高,所以9 成的自动化公司通过 FANUC IO 点方式与第三方 PLC 通信;
(2)一般总控 PLC 和 FANUC 系统之间通过 IO 点连接,但是存在以下问题:电器柜中电缆多,容易混乱;需要查找设备不用的 IO 点,对工程人员的技能要求较高,且存在一定的风险;需要根据 IO 点数量调整电缆的规格;
(3)FANUC 公司推出的 IO-MODBUS 模块价格相对便宜,连接方便,采用独立的 IO 点不易出错。
本案例改造的功能相对简单,因此采用 IO-MODBUS模块完成所需功能,选择输入点 X100.0 和 Y100.0 作为 IO-MODBUS 模块与机器人的输入和输出地址,通过 PMC 操作界面完成 I/O 模块的地址分配。为满足工业机器人在数控机床上的某些功能,必须对数控机床软件进行二次开发,按照设计方案编制系统梯形图。
8、结语
针对目前制造业的技术装备现状对传统数控设备进行改造,使其不仅满足机床应有的加工要求,而且能够完成基本的装、卸料等任务。用现代先进技术改造和提升旧的设备,适应智能化设备的需要,是我国制造业的发展方向。对设备的智能化改造涉及诸多技术方法,在实际过程中需根据具体情况选择合适的设计方案,解决不同的技术难题,以满足不同企业的需求。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank> 浅谈FANUC 0i D系统数控机床故障诊断与维修
- target=_blank> 华中 8 系统对马豪 MH1600W 加工中心换脑改造
- target=_blank> 摇篮式五坐标加工中心 C 轴转台旋转故障原因分析与处理
- target=_blank>机床主轴承多源信息融合故障诊断
- target=_blank>基于 PLC 的数控机床刀架控制系统改造
名企推荐







