
数控机床特殊故障的诊断分析与处理
摘要:针对数控机床某些“特殊故障”,结合工作中的维修实例从原理上分析引发特殊故障的主要原因,总结排查各类特殊故障的一般思路,并给出相应的解决方案。
数控机床是典型的机电一体化设备,涉及到机械、电气、液压、计算机以及自动控制等多种专业,且控制过程复杂,这在一定程度上给数控机床的故障诊断增加了难度。在种类繁多的故障中,有一类故障不能按照常规思路进行故障诊断,其故障现象往往具有“迷惑性”,故障原因有时带有一定的“隐蔽性”,本文称之为特殊故障。
1.具体故障诊断维修实例
(1)某数控立式车床“标头SKP”闪烁不停止故障
故障现象:数控立式车床采用FANUC 0T数控系统,当选择编辑EDIT/自动AUTO方式时,机床显示器出现“标头SKP”闪烁不停,无法正常运行,只有按下RESET键后才能切换到其它方式(如MDI方式),且其它方式无此故障现象。
故障分析及解决方案:机床出现“标头SKP”闪烁,一般情况下是由于正在通过RS232通讯接口进行加工程序的传输,当程序传输结束后,机床即可恢复正常。但此机床的加工程序已经传输完成,根本不处于程序传输状态,又检查数控系统、计算机和通讯有关的参数(如波特率、数据位、停止位等)均正常。排除常见故障原因外,再将机床调为MDI方式,检查是否能正常手动输入程序,发现当输入G代码(如G01)还未按下“input”按键时,G代码已经被输入到系统中,故障原因可能和“input”按键有关,随之拆下该按键发现里面有水珠,同时并测量其电阻值约95Ω(按键处于常开状态),接近于“短路”状态,正常电阻值应趋向于无穷大,接近于“断路”状态,将按键清理干燥后重新安装测试,未出现“标头SKP”闪烁,故障排除。为了理清引发故障的根本原因,选择EDIT/ AUTO方式,按一下“input”按键故障复现(这一现象操作和维护人员均很少注意),进一步验证了该故障是由于按键异常造成的。
小结:该故障的特殊之处在于看似属于通讯故障,实则是硬件故障(按键内部进水短路),此类故障比较少见,且迷惑性很大,面对此类故障,先要清楚造成故障的过程和原理,再设法从和故障相关的其它方面着手,进而找到故障诊断突破口,如:此例中,在MDI状态验证能否正常输入G代码,从而查出“input”按键故障。
(2)某数控车床“方式选择”故障
故障现象 : 该数控车床采用FANUC 0i D数控系统,开机后方式选择旋钮开关失效,无论选择何种运行方式,数控系统显示的都是MDI方式,无法正常进行方式选择,且无任何报警。
故障分析及解决方案:对于方式选择故障,一般情况下可考虑以下因素:①方式选择开关直接连接的电缆脱落,故障率占50%以上;②方式选择开关硬件本身损坏,依据故障记录可知,故障率约占40%;③其它方面间接引起的此类故障,故障率约占10%。按照以上分析,首先拆下机床操作面板,检查方式选择开关连接电缆,均无脱落,也没有虚接。然后又更换新的方式选择开关,故障仍然复现。另外,机床没有任何报警提示,给维修人员带来较大的困难。为了彻底查明故障原因,结合FANUC系统PMC和方式选择地址信号控制原理,系统处于何种运行方式主要由地址信号G43来控制,具体控制和对应关系见附表。
方式选择地址信号
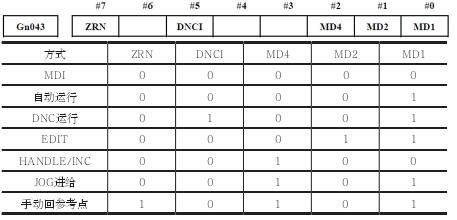
根据 “无论选择何种运行方式,系统始终显示MDI方式”这一故障现象,从表1可以看出,地址信号MD1(G43.0)、MD2(G43.1)、MD4(G43.2)、DNCI(G43.5)、ZRN(G43.7)一直都为0,那么有一种可能,以上地址信号没有24V电源供给,这种可能也同样可以造成此故障。现将方式选择开关分别打到不同方式,使用万用表依次测量开关的接线端子,电压均为0伏。结合机床相关电气原理图,检查电气柜发现,有一给方式选择开关供电的24v电源线虚接,重新紧固后并进行方式选择测试,机床恢复正常,故障彻底排除。
小结:该故障的特殊之处在于表面看似是方式选择开关或者地址信号控方面的故障,其实是电源故障。解决该问题的关键是理解方式选择的PMC地址信号控制关系,数控机床有时会出现故障现象相同,但故障原因不同,这就需要维修人员加强日常学习,明白控制原理,不断提高自身的理论素养,从“原理”上着手解决故障,以不变应万变,往往会起到事半功倍的效果。
(3)某立式加工中心自动执行程序故障
故障现象:某加工中心采用三菱数控系统,在执行程序“T** M06;G91 G01 X100 F200;M30”过程中,当执行完换刀指令后出现循环停止(循环停止按键红灯亮),未继续执行语句G91 G01 X100 F200,当再次按下循环启动按键后又能往下继续运行程序。
故障分析及解决方案:该机床采用无机械手自动换刀系统,斗笠式刀库,刀库的前进/后退以及机床主轴松/紧刀均采用气压驱动。每次只在执行带有换刀指令的程序时才出现上述故障,于是需要先捋清整体换刀流程(见图1)及相关信号检测值是否正确,检查后未发现异常。又根据故障现象“再次按下循环启动按键后又能往下继续运行程序”,说明有一种可能是换刀过程中某个步骤异常,在换刀完成后又恢复了正常,但间接影响了下面G代码的执行(可能是影响了顺利执行G代码的某一前提条件)。依据这一思路,仔细观察后发现,当换刀进行到“主轴吹气”这一步骤时(持续2秒),相应的气管有漏气现象,主轴夹紧刀具后此气路控制阀已自动关闭恢复正常,且换刀流程正确,故障迷惑性较大。但是,气管漏气(整个机床气动系统的一支路)过程中可能造成了气动系统压力瞬间低于压力传感器的设定值(很快又得到了恢复),在压力传感器检测异常的瞬间导致了循环停止,当再次按下循环启动时,因为压力值已经恢复正常,所以又能往下执行程序。更换新的气管并测试,故障彻底排除,验证了上述分析过程的正确性。
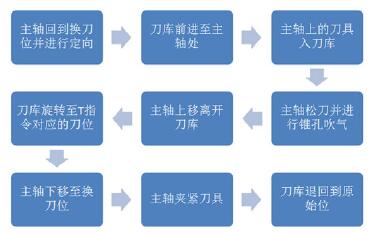
图1 换刀流程
小结:该故障的特殊之处在于故障现象是程序执行问题,实质上是换刀过程中“遗留”的故障间接影响了G代码的执行,只有熟悉整个换刀步骤以及每一步信号检测过程才能准确进行故障定位。
2.结语
综上,排除数控机床特殊故障的一般思路如下:首先,认真观察故障现象,不放过任何细节(包括询问机床操作人员),可能某一个细节就是解决问题的关键。其次,使用常规故障诊断方法依次排除常见的故障原因,逐步把诊断范围缩小。最后,既要深刻理解电气控制“原理”,又要发散思维方式,参考“经验”但不能只靠“经验”,分析可能引发故障的间接可能和不常见的某些原因,逐步揭开故障的“神秘面纱”,消除各种故障的隐蔽性,从而顺利排除故障。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>数控车床四工位刀架故障与维修方法探究
- target=_blank>数控加工刀具连续破损问题解决方案
- target=_blank> 加工中心若干典型失效部件缺陷的改进
- target=_blank> 数控机床智能化改造技术案例探讨
- target=_blank> 浅谈FANUC 0i D系统数控机床故障诊断与维修
名企推荐







