
华中8型数控系统在坐标磨床再制造中的应用技术研究
摘要:以江麓机电的某坐标磨床为研究对象,采用华中HNC-848CM型数控系统对其进行数控改造,根据原西门子电机选用同等配置的华中电机,搭建测试平台,用以测试在改造完成后坐标磨床是否可以完成其实际加工任务中的多种工作,包括同时进行套筒运与磨削插补运动、切线跟随功能(法向跟踪)、U轴控制等,最后达到了满足工作需求的精度要求。
关键词:坐标磨床;华中HNC-848CM数控系统;改造;测试
0 引言
坐标磨床多用以消除材料的热处理变形,因其设有精密坐标机构,可磨削孔距精度要求很高的精密孔,能获得高加工精度及低表面粗糙度,满足坐标孔的加工要求,是现代超精密加工中的有效设备。如果给坐标磨床添加上磨锥机构、其余附件和数控技术,则其不仅可以用来磨削圆孔、平面、圆弧、球面等,其可磨削的工件形状几乎无限制,特别适合加工形状复杂且精度要求高的零件。当前,江麓机电的某坐标磨床因为零件及电机逐渐老化等因素,磨削尺寸不稳定,故障频发,已逐渐不能完成既定加工任务,因此急需对其进行维修。由于数控机床改造所需的成本较低,故通过数控改造对原有机床的结构进行创造性设计,最终使机床达到了较为理想的状态,恢复了产能。
1 、改造方案
机床的改造主要应该具备两个基本条件:
(1)原机床基础件如床身等必须有足够的刚性,以确保改造后机床的加工精度和工件的表面品质。
(2)改造后机床精度跟原有精度持平。对于改装后的机床,能加工工件的最大尺寸及主电动机功率等一般都不会改变;加工工件的平面度、直线度以及粗糙度等,基本上仍决定于机床本身原有水平。
根据机床现有技术状况和条件,确定了改造的总思路:通过创造性的二次设计弥补原有机床设计上的一些欠缺;增加、提高、完善改造后机床的数控功能;从经济实用的角度出发,合理选择数控系统与驱动单元。数控系统是数控机床的核心部件,而驱动单元决定了机床加工精度,机床的性能档次取决于这二者的功能档次。
首先,本次改造选用了HNC-8型数控系统,HNC-8型是武汉华中数控股份有限公司高端产品,系统采用32位微处理器,能实现高速、高精度控制,尤其是其10 000条/18 s的处理速度,可实现高速连续小线段加工。
其次,驱动单元选择华中数控自主研发的180系统驱动器,该驱动器具有体积小、性能好、调试方便等优点,可以通过数字设定的方式优化电流环、速度环和位置环的参数,以提高伺服系统性能,并可在上位机显示电流、扭矩波形,便于观察、了解负载的实时动态情况,以利及时调整切削参数,最大限度地提高使用效率。华中伺服电机带有内置式编码器检测元件,与数控系统构成负反馈半闭环控制,可以确保伺服控制的精度。华中数控系统和驱动单元所具备的以上功能,可以完全满足机床改造的技术要求。
2 、改造方案实施
在确认了改造的方案后,利用华中8型对坐标磨床进行具体改造。对坐标磨床进行电气更换:
(1)选用华中数控HNC-8型数控系统对机床进行数控改造;
(2)采用华中数控总线式PLC模块;
(3)去掉原进给轴伺服驱动装置,采用华中数控总线式HSV-180UD系列交流伺服驱动及110ST系列伺服电机代替原驱动装置及电机;
(4)采用华中数控总线式HSV-180US系列主轴伺服驱动及110ST-M06415LMBB主轴伺服电机替代原主轴驱动装置及电机;
(5)更换原移动手持单元;
(6)保留机床原操作箱体支架及连接方式,采用成型操作箱体,重新制作操作面板,面板按钮满足机床功能要求;
(7)采用华中8型电柜替换原有电柜,重新设计、制作并配置电盘;
(8)电柜内所有控制类低压电器,如接触器、断路器、中间继电器等均采用合资或知名品牌厂家产品,确保改造质量,控制柜内布线及电气元件布置符合相关国家标准,符合电磁兼容性(EMC)原则,电气元件编号、线号清晰持久,并与电气设计图纸上编号相对应;
(9)保留原机床上的辅助异步电动机,更换机床上所有控制类导线、电缆线;
(10)所有管线应尽量暗装,对不能暗装的管线应穿拖链或金属软管保护并固定,同时检修拖链,保证拖链运动平稳、顺畅;
(11)检修机床上原限位开关、检测开关、安全开关等元件,不能修复的予以更换,各轴分别具有回零功能及保护功能;
(12)遵循国家机床电气标准及机床动作原理,重新进行电气技术设计,绘制新的电气原理图,编写PLC程序,并编写完善的报警信息;
(13)对机床进给轴进行激光螺距补偿,提高机床精度。
完成机床电气部分的改造替换后,对其部分机械部件进行改造:
(1)重新设计、制作各轴电机连接件、支撑件。
(2)润滑系统:检查、清洗、保养机床润滑系统,更换易损件、密封件,使机床润滑充分。
(3)冷却系统:检查、清洗、保养机床冷却系统,更换易损件及损坏件。
(4)清洗液压站油箱,更换液压油;清洗或更换滤芯;清洗疏通油管,更换损坏的密封件,使液压系统无渗漏;更换损坏的阀组。
(5)参照国家相关技术标准,对机床进行修理,恢复机床几何精度。
(6)磨削各轴导轨面并贴塑后人工配刮各条导轨贴合面,恢复导轨几何精度和表面粗糙度。
(7)机床各轴的滚珠丝杠都有相应无法修复的损伤,需进行更换。
(8)更换滚珠丝杠轴承。
(9)更换主轴轴承。
(10)调整各传动机构的传动间隙。
(11)检修机床排屑器,使排屑器运转顺畅、稳定。
(12)检修机床防护罩,并校正变形部位。
3、 改造结果验证
3.1 测试环境及配置
为避免直接加工对机床造成损伤,搭建测试台对改造结果进行初步验证。测试台配置如表1所示。
表1 测试环境
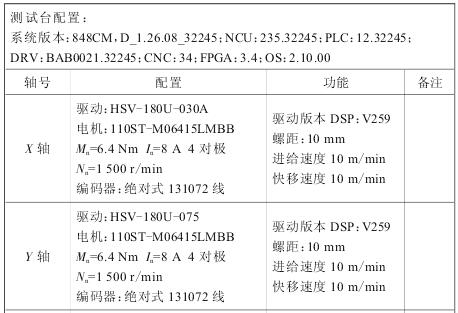
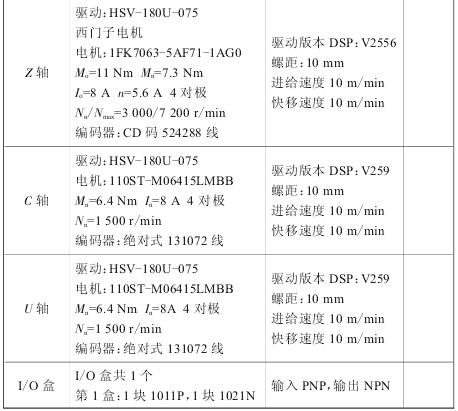
测试台采用标准848C系统硬件,安装标准V1.26.08软件包,配置伺服及电机组建测试台。华中HNC-848总线式数控系统,最多能控制8个通道、64个进给轴;每通道最大联动轴数:9轴,最小插补周期:0.125 ms,最小分辨率:1 nm;两种总线接口:支持自主开发的现场总线通信NCUC协议及Ether CAT总线协议。测试工具:温度测试仪、万用表。
3.2 测试内容
3.2.1 精度测试
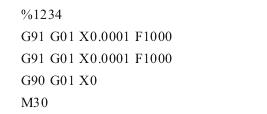
技术要求:定位精度0.005 mm,重复定位0.003 mm。技术方案:为实现上述定位精度和重复定位精度要求,针对半闭环的轴,电机选用高精度绝对值分辨率的编码器;针对全闭环的轴,选用高分辨率的绝对值光栅。选用高分辨率的反馈元件能保证数控系统控制在技术要求的精度范围内。测试结果:该项目采用西门子CD码19位电机,搭建的测试台Z轴伺服电机也采用西门子CD码19位电机。按螺距10 mm计算,系统的控制分辨率能达到0.000 02 mm,本测试编写G代码程序按步距0.000 1 mm走,经测试系统能保证步距0.000 1 mm运行,达到了技术要求的控制定位及重复定位精度。测试用的西门子电机型号为1FK7063-5AF71-1AG0。按步距0.000 1 mm编写的G代码程序如下所示:
3.2.2 U轴和Z轴实现插补运动
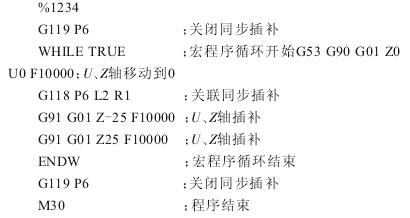
功能描述:U轴和Z轴实现插补运动,磨削锥孔。技术方案:控制系统采用华中848数控系统,具备5轴3联动功能,能实现U轴和Z轴插补运动,磨削锥孔。测试结果:U轴与Z轴插补功能正常。
编写程序采用G118移动轴同步插补指令,Z轴在振荡运动过程中,实现U轴与Z轴插补运动,U轴的编程位置通过G118指令R参数控制,可以实现不同比例的同步插补运动。在Z轴运行过程中,U轴跟随Z轴做插补运动。U、Z轴插补测试程序如下:
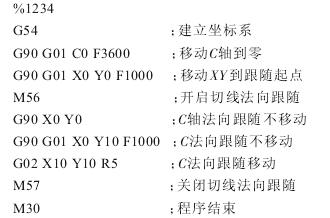
3.2.3 切线跟随功能
功能描述:X、Y、C轴实现法向跟踪功能,满足C轴跟踪XY曲线法向要求;动态联动画圆0.004 mm。
技术方案:通过华中848系统自带的切线跟随功能,设置C轴跟随XY曲线的法向参数,编写开启和关闭法向跟随的PLC逻辑动作,实现C轴跟踪XY曲线的法向要求。切线跟随功能在上海航天八院149厂的搅拌摩擦焊机床上已有使用。
测试结果:法向跟踪功能运动正常。编写法向跟随程序,开启C跟随XY法向运动指令,运行法向跟随功能正常。
在数控系统参数设置中设置切线跟随参数,切线控制随动轴轴号2(Z轴),切线控制偏移角-90(代表法向跟随)。编写开启法向跟的M代码,通过M56、M57开启和关闭法向跟随。法向跟踪测试程序如下:
经测试,改造后的坐标磨床各功能如双通道协同运动、U轴控制、U轴和Z轴实现插补控制等均满足实际工作要求。
4 、结语
经对测试台模拟实际工况的功能进行测试,华中848型数控系统能满足坐标磨床所需要的技术功能要求。国产数控系统在机床改造升级中具有良好的效果,这次坐标磨床的改造升级,对于推广应用国产数控系统可以起到示范作用,形成自主可控的国产坐标磨床基础制造装备的配套能力,满足相关行业需求。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank> 数控机床特殊故障的诊断分析与处理
- target=_blank>数控车床四工位刀架故障与维修方法探究
- target=_blank>数控加工刀具连续破损问题解决方案
- target=_blank> 加工中心若干典型失效部件缺陷的改进
- target=_blank> 数控机床智能化改造技术案例探讨
名企推荐







