
基于华中 8 型数控系统的蜗轮加工软件开发
摘要: 为改变国内针对蜗轮滚削加工的研发大多基于国外数控系统的局面,在国产数控系统上建立相应的蜗轮滚切加工系统软件。在分析六轴四联动数控滚齿机齿轮滚切加工工艺的基础上,建立滚刀轴和各进给轴运动关系模型; 基于华中HNC-848 数控系统开放的上下位机体系结构,利用开放的 APP 接口函数进行蜗轮加工专用软件界面及功能二次开发; 设计用户宏变量,编制蜗轮滚切加工宏程序,实现了蜗轮径向和切向滚切加工,蜗轮加工精度达到国标 3 级。结果表明: 基于国产数控系统开发的蜗轮加工软件,操作简便、适用性强,满足数控蜗轮加工机床需求,为国产数控系统二次开发提供了一套实用的方法。
关键词: 蜗轮滚切; HNC-848 数控系统; 二次开发; 宏程序
0、前言
随着机械加工行业的迅速发展,具有封闭式结构体系的传统数控系统已经不能够满足现代制造技术的需要,开放式数控系统应运而生。数控系统的开放为用户对系统进行重新配置、修改和扩充原有功能提供了可能性。目前,与国外 SIMENS、FANUC 等高档数控系统具有成熟的二次开发方案相比,国产数控系统在二次开发应用方面还存在较大差距。
开放式数控系统具有可互操作性、可移植性、可扩展性、可伸缩性以及可互换性等基本特征。数控系统二次开发的方式和层次取决于数控系统自身的开放层次,数控系统的开放形式主要有开放人机控制接口、开放系统核心接口和开放体系结构 3 种。王照亮等建立了适用于 840Dsl 数控系统的电气调试软件。刘倩等人采用 SINUMERIK Operate 编程包提供的 Qt Designer 设计界面,开发了凸轮轴和曲轴磨削软件。张露等人基于西门子 840Dsl 数控系统,创建了适用于数控凸轮轴磨床的磨削工艺数据库。封光磊等基于 840Dsl 数控系统实现了 PLC 程序的模块化复用。常有明等利用 FANUC PICTURE 软件,实现了使用一台伺服电动机控制三轴位置的技术。孔德红等利用 FANUC PICTURE 软件开发出了操作简单、快捷的数控机床人机界面。张辉等人利用FANUC-0MD 系统实现了塑窗型材柔性锯铣加工中心数控系统的开发。吴艳花和雷俊杰、刘晟等人、孙晓基于西门子 840D 数控系统分别开发了钻铣类机床的专用操作界面、数控强力刮齿加工软件、三维激光切割工艺软件。丁国龙等基于华中HNC-808 数控系统,开发了数控插齿机专机系统。
上述对数控系统二次开发的研究普遍基于进口数控系统,针对国内数控系统的研究及应用较少。本文作者基于国产华中 8 型数控系统,开发了适用于蜗轮加工的系统软件,并在车间现场进行了实验加工,验证了蜗轮加工软件的可行性,为基于国产数控系统开发齿轮加工软件提供了参考。
1、蜗轮滚切加工运动模型
蜗轮滚切专用机床与六轴四联动滚齿机结构相似,如图 1 所示,其中 X 轴为滚刀径向进给轴,即立柱的移动轴; Y 轴为滚刀切向进给轴,可满足滚刀的窜动; Z 轴为滚刀沿工件轴的轴向进给轴,即滑板的移动轴; B 轴为滚刀主轴,是伺服主轴; A 轴为回转轴,用于调整合适的滚刀与工件齿轮的啮合角度; C轴为工作台回转轴,保证加工过程中工件的分度运动。
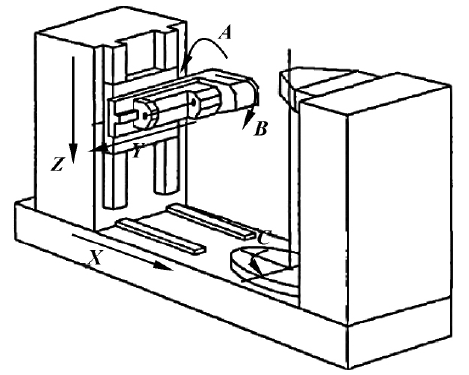
图1:六轴四联动滚齿机结构示意
滚齿机运动主要由 4 种运动组成: 切削主运动、各轴进给运动、分齿运动以及差动传动。加工不同类型的齿轮时产生的附加运动不同,各坐标轴与 C 轴之间的啮合关系也不相同。滚齿加工中跟随轴 C 轴与其他各引导轴间的耦合方程为:

式中: kB、ky、kz为与齿轮旋向有关的系数; nc、nB为工件轴和刀具轴的转速,r/min; vy、vz为 Y 轴、Z轴移动速度,mm/min; ZB、Zc为刀具头数和工件齿数; β、γ 分别为工件螺旋角和滚刀的螺旋升角。
利用六轴四联动数控机床加工蜗轮时,共有 2 种滚切工艺。
( 1) 径向加工蜗轮时,刀具轴 B 在速度模式下运行,工件轴 C 根据式 ( 2) 对 B 轴进行跟随:
径向加工蜗轮切削循环路径为 P1→ P2→ P3→P2→P1,如图 2 所示。其中,P1为滚刀安全点,P2为滚切加工运动起点,P3为滚切加工运动终点; 点P1处 M3 主轴开启正转,同时开启电子齿轮箱建立同步运动,P2处 M8 开启冷却液,点 P3处 M9 关闭冷却液保持同步关系,点 P1处 M5 停止主轴运动。
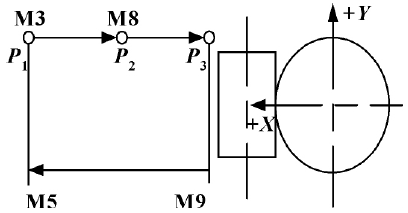
图2:径向加工蜗轮循环路径
( 2) 切向加工蜗轮时,刀具轴 B 在速度模式下运行,切向进给轴 Y 产生附加运动,工件轴 C 根据式( 3) 对 B 轴和 Y 轴进行跟随:
切向加工蜗轮切削循环路径为 P1→ P2→ P3→P4→P5→P1,如图 3 所示。其中,P1为滚刀安全点,P2为开始同步点,P3为滚切加工运动 Y 轴起点,P4为滚切加工运动起点,P5为滚切加工运动终点; 点P2处 M3 主轴开启正转,同时开启电子齿轮箱建立同步运动,点 P4处 M8 开启冷却液,点 P5处M9 关闭冷却液,点 P1处 M5 停止主轴运动。
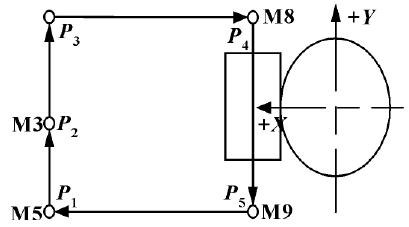
图3:切向加工蜗轮循环
通过分析蜗轮加工工艺以及建立的蜗轮滚切加工模型,确定蜗轮加工软件开发中所需的参数并完成加工宏程序的编写。
2、蜗轮加工软件开发
2. 1、华中 8 型二次开发体系
华中 8 型二次开发软件从架构上划分,可分为图4 所示的组成上位机的 HMI 层、组成下位机的 API 层和 NCU 层。
HMI 层为人机交互界面,用户通过 HMI 完成数控机床的操作; API 层为接口层,为 HMI 提供访问NC 功能及其他功能的接口; NCU 为数控核心层,实现 NC 各种控制功能。3 个层次之间的信息交互通过系统内置接口完成。
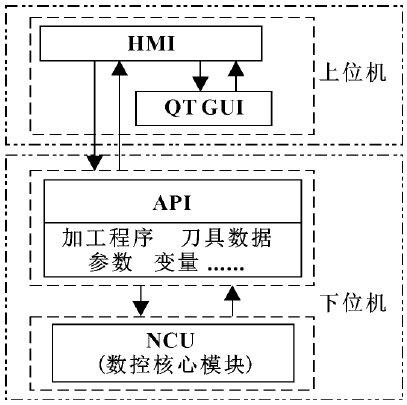
图4:华中 8 型软件架构
蜗轮加工软件界面开发在上位机 HMI 层进行,利用 API 层提供的接口,用 Qt 与 C++编写软件源文件,在 Windows 平台下编译生成可独立运行的软件,通过华中数控提供的适配器软件实现与数控系统之间的通信。软件具有开发周期短、嵌入性好、可跨平台的优势,其二次开发流程如图 5 所示。
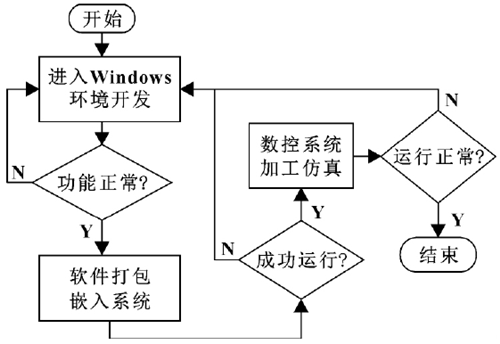
图5:HNC-8 数控系统二次开发流程
2. 2、蜗轮加工软件需求分析
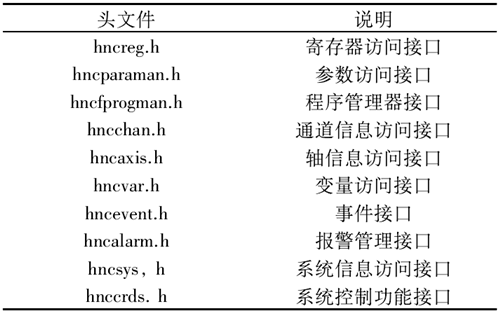
根据蜗轮加工工艺流程,数控滚齿机结构特性以及 HNC-8 型数控系统特点,蜗轮加工软件的开发采用模块化编程。在 Qt 平台完成人机交互界面的开发,主要包括刀具参数、工件参数以及切削参数等加工参数的输入、保 存和读取等功能。开发需要用到的NCAPI 主要接口模块如表 1 所示。
表1:开发所需主要接口模块
蜗轮加工软件操作流程如图 6 所示。
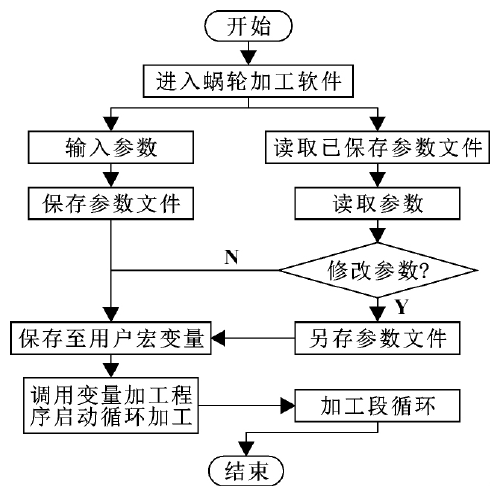
图6:蜗轮加工软件操作流程
进入蜗轮加工软件界面后,用户可以采用 2 种形式进行加工: ( 1) 新建参数文件、输入相关参数并保存至系统,然后启动加工程序进行加工; ( 2) 调用已输入并保存的参数文件,启动程序进行加工。
2 种加工方式的组合选用,降低了参数输入有误的可能性,简化了加工程序输入的操作流程,减轻了操作人员的工作强度。在蜗轮加工软件界面输入的所有参数都能保存至用户自定义的宏变量中,用户编写加工程序时调用宏变量表中的对应参数值即可完成蜗轮加工的相关参数的计算等。
2. 3、蜗轮加工软件界面开发
根据蜗轮滚切加工工艺需求及对电子齿轮箱控制模块运动模型分析可知,滚齿机加工模块界面需要输入的参数可以分为 4 种: 刀具参数、工件参数、切削参数、电子齿轮箱 ( EGB) 参数。
蜗轮加工软件界面的设计基于这 4 种参数,每 1种参数对应 1 个界面,这种模块化的设计方法使最终完成的软件具有清晰明确、操作方便的特点。软件界面如图 7 所示 。
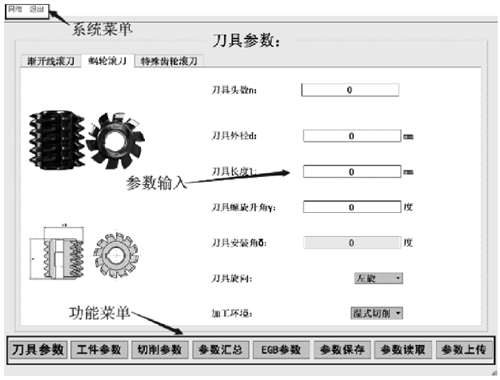
图7:蜗轮加工软件界面
2. 4、蜗轮加工软件功能模块
分析软件功能架构,将软件分为系统菜单、参数输入和功能菜单 3 个模块。蜗轮加工软件功能模块如图 8 所示。
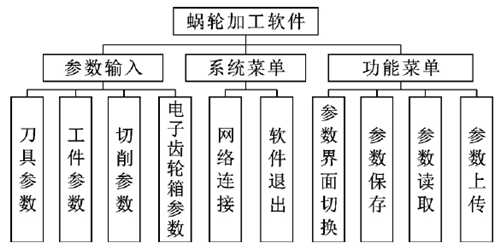
图8:蜗轮加工软件功能模块
蜗轮加工软件与数控系统的连接和软件的退出在系统菜单下完成。蜗轮加工中所需的参数在参数输入区域进行输入。蜗轮参数界面的切换,参数保存、读取和上传相关操作在功能菜单模块下完成。
2. 5、蜗轮加工宏程序设计
HNC-8 型数控系统为用户配备了类似于高级语言的宏程序功能,用户可以使用变量进行数学运算、逻辑运算和函数的混合运算。此外,它还提供了循环、分支和子程序调用语句,适合编制各种复杂的零件加工程序。
分析蜗轮滚削加工的径向和切向 2 种滚削方法,参照蜗轮加工软件开发时建立的宏变量表,部分变量如表 2 所示。完成了宏程序的编写设计,宏程序流程如图 9 所示。
表2:宏变量对应表
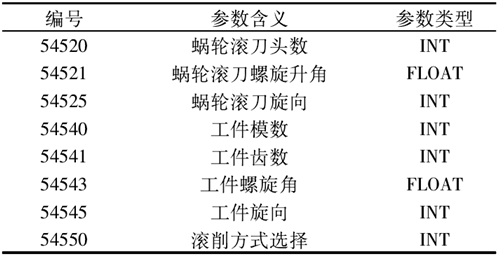
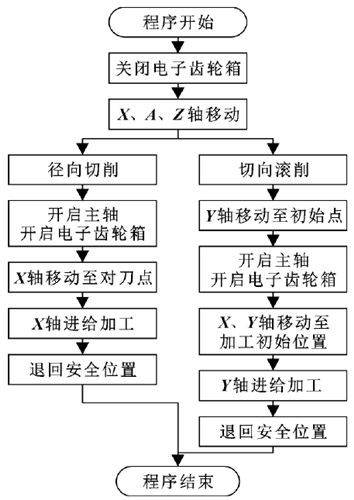
图9:宏程序运行流程
在蜗轮加工软件人机界面上输入参数并上传至数控系统,调用数控系统中宏程序,按循环启动即可完成蜗轮的径向或者切向加工。
3、加工验证
加工验证机床为型号 WG37125CNC 蜗轮母机床,如图 10 所示。
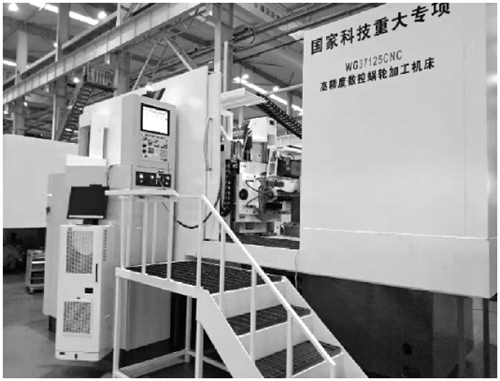
图10:蜗轮加工机床
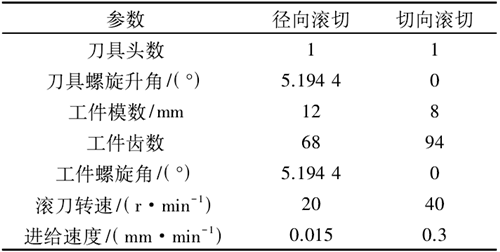
加工刀具和工件等主要工艺参数如表 3 所示。
表3:蜗轮加工主要工艺参数
现场蜗轮滚削加工如图 11 所示。
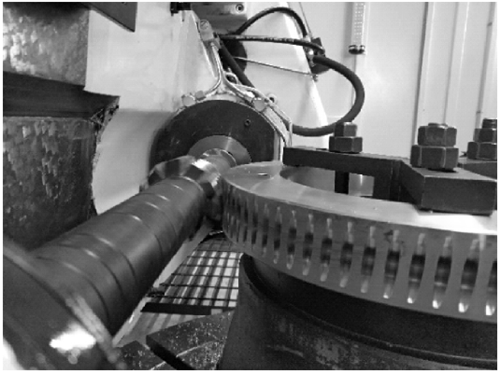
图11:蜗轮加工验证
蜗轮加工软件配合加工宏程序成功完成蜗轮加工,且加工的蜗轮经检测达到国标 3 级,验证结果表明开发的蜗轮加工软件是可行的。
4、结论
( 1) 在分析六轴四联动机床运动结构及蜗轮加工工艺的基础上,建立了蜗轮滚削加工数学模型。基于华中 HNC-848 型数控系统开发了蜗轮加工软件,完成了蜗轮滚切加工宏程序的编制。
( 2) 加工的蜗轮精度达到国标 3 级,验证了该软件用于蜗轮加工的可行性,为国产数控系统二次开发提供了一套实用的方法。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>西门子机床数字化双胞胎方案的技术思路及特点
- target=_blank>基于华中 8 型数控系统的热误差补偿技术研究
- target=_blank>华中数控铣床对刀方法探讨
- target=_blank> 数控机床与 3D 打印一体化制造技术分析
- target=_blank>用于钻杆铣螺旋数控铣床的设计
名企推荐







