
HELLER 双轴精镗床报警停机的故障诊断
摘要:针对精镗床自动加工过程中的报警停机问题,从系统总线报警、高压内冷报警及 Z 轴定位监控报警等 3 个方面入手,分析诊断引起故障的原因,并制定解决措施。
关键词:精镗床;报警;停机
0 引言
数控卧式加工中心是集高新技术于一体的机械加工设备,是现代机床发展的主流方向,早已成为各个工业领域不可或缺的必要装备[1-2]。数控卧式加工中心主要包括基础部件、主轴部件、数控系统、伺服系统、自动换刀系统、自动托盘更换系统和辅助系统等 7 部分。
主要阐述 HELLER 双轴精镗床报警停机故障诊断的分析过程及详细的修复措施。
1、故障案例分析
HELLER 主轴孔凸轮轴孔精镗床型号:FST61629,机体生产线 OP70 工序,主要担负精镗机体总成主轴孔、凸轮轴孔生产任务。
该机床断续出现系统总线报警、高压内冷报警及 Z 轴定位监控报警,且越来越频繁,系统总线报警能导致工件不能连续加工,机床复位后可消除,后两个报警能引起机床加工过程中停机,存在工件报废的隐患。故障原因分析如下:
(1)机床总线报警可能是异常信号干扰或总线传输信号衰弱引起,异常干扰源目前较难查找,一般采用增加抗干扰装置解决,传输信号的衰减则需检查中继器。
(2) 高压内冷报警直接原因为内冷检测流量计的异常报警,引发因素较多,内冷检测流量计的阻塞、高压水泵压力及流量波动、净水箱水位的异常等都能触发该报警。
(3)Z 轴定位监控报警可通过修改机床轴参数得到改善,但由于硬件原因引起的报警必须更换故障件来解决。
2、Profibus 总线报警(701500)分析
故障发生后,优先解决机床 Profibus 总线报警。机床总线报警可能是异常信号干扰或总线各 Profibus-DP 分站传输信号异常引起,异常干扰源目前较难查找,一般采用增加抗干扰装置解决,在信号线上加装抗干扰磁环(图 1a)),磁环加装在信号线近输入、输出端,目的是使抗干扰效果最优化,但加装后效果不明显。
信号传输的异常可能是中继器的功能不稳定引起,使用示波器对中继器性能进行检测,信号异常时波形会出现毛刺状波动。经检测,该设备中继器性能已不稳定,更换中继器后报警现象消失(图 1b),异常的 Profibus 波形如图 2 所示。

图 1 抗干扰磁环和中继器

图 2 异常的 Profibus 波形
3、高压内冷报警(700112)分析
高压内冷报警直接原因为内冷检测流量计的异常报警(图 3),引发因素较多,内冷检测流量计的阻塞、高压水泵压力及流量波动、净水箱水位的异常等都能触发该报警。
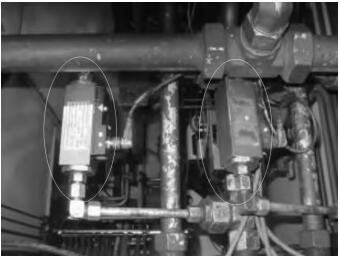
图 3 检测内冷的两个流量计
3.1 检查内冷检测流量计的清洁情况
该流量计阀芯中间镶有磁环,用来感应外置的模拟量开关。长时间的运行后,磁环将吸附切削液中的微小铸铁粉尘,造成阀芯卡滞,从而影响模拟量信号的输出。检查发现阀芯较清洁(图4),清理安装后试车仍有高压内冷报警,此隐患点排除。

图 4 拆开的流量计
3.2 检查高压内冷泵的压力及流量在切削加工时泵出口压力始
终维持在 17 Bar 以上,大于额定值 15 Bar,且无较明显变动,但试车仍有高压内冷报警(图 5a)),内冷泵出口压力检测开关,此隐患点排除(图 5b))。

图 5 高压内冷报警和内冷泵出口压力检测开关
3.3 检查净水箱液位
该液位由 S0.0 浮子开关控制,液位到达溢流高度时关闭注水泵,高水位信号消失后延时15 s 开启注水泵。如注水流量小于高压内冷泵出水流量,水位持下降至低水位时,关闭高压内冷泵,避免泵出现空吸现象,并产生高压内冷报警。但在整个切削过程中均未出现液位低的现象,因而判断可能是浮子开关故障引起,监控发现水位正常时,该浮子开关无规律地发出低水位报警,这是产生高压内冷报警的原因,更换浮子开关后该报警消除(图 6)。

图 6 净水箱液位检测浮子开关
4、Z 轴定位监控报警(25080)分析
此报警可通过修改机床轴参数得到改善,但由于硬件原因引起的报警必须要更换故障件来解决。
4.1 修改机床 Z 轴伺服增益及轮廓监控参数
修改机床 Z 轴伺服增益及轮廓监控参数,将伺服增益降低、轮廓监控升高,伺服增益参数 32200 初始设置为 1.5,修改值最小通常在 0.8 以上。轮廓监控参数 36400 初始设置为 2,修改值最大通常在6.0 以下,通过修改参数来修整传动机构可能存在的传动间隙,试验无明显改善。
4.2 检查 Z 轴丝杠润滑及传动情况
首先检查 Z 轴润滑情况,将润滑末端注油螺帽拧开,手动润滑一次,看螺帽下油管口是否有油液滴出,由于该设备润滑装置为定量式,每个末端的油管口每次润滑只有 1~2 滴油液滴出即为正常(0.1~1.2 mg,由润滑计量件容积决定)。丝杠磨损首先可通过触摸及目视检查,如手感粗糙或目视有明显划伤,一定会产生较大的反向间隙,引发轴定位监控报警;如出现手感或目视无法发现的磨损,或电机丝杠连接存在间隙,可用千分表检测反向间隙,方法是在滑台上压表前后移动 Z 轴检查其机械传动间隙,该传动丝杠为 P 级精度,反向间隙理论值为 0.005 mm,检测数值在 0.007 mm 之内,虽然超差,但该值在光栅尺 0.01 mm 的监控范围以内,属于正常,排除机械传动原因。
4.3 检查伺服反馈线、伺服电机及光栅尺
由于 Z 轴伺服信号反馈线直接从配电箱接到电机上,不存在曲挠性折伸现象,所以未对其进行更换,更换光栅尺后仍有报警现象,但频次减少近 30%,更换伺服电机后报警消失,诊断为编码器故障(图 7)。
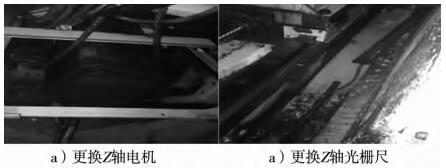
图 7 更换 Z 轴电机和光栅尺
本次故障是属于综合性故障,故障的发生也是间断性的,并不存在每个循环都发生,机床各零部件均长期处于某一个固定位置,可能引起该位置的异变。
5、结束语
加工中心是集机械制造、电子技术、液压、气动、传感技术、网络通信技术等多项技术于一体的机电一体化产品。为了保证加工中心长期高性能、高精度、安全平稳运行,除了日常的维护和保养外,必须进行预防性维护。本文主要介绍报警停机的 3 个因素,并逐项对 3 个因素进行分析,利用排除法的方式,确定报警停机的原因并修复。在加工中心使用过程中,要严格按照维护作业说明书中的要求对所使用的设备进行规范的维护保养,对产生的各类故障进行系统总结,并将其不断地添加进维护作业
指导书中。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>数控加工中叶片零件特征及切削刀具的选择研究
- target=_blank>轧辊磨床数控化改造与应用
- target=_blank>数控铣床加工精度影响因素及解决对策研究
- target=_blank>浅析数控转台锁紧机构及控制原理的研究
- target=_blank>滚珠丝杠副支承轴颈相对滚道中心线径向圆跳动的检测方法
名企推荐







