
BW MCX900 卧式加工中心 B 轴夹紧故障的检修
摘要:本文介绍了 BW 卧式加工中心一例 B 轴夹紧故障的检修步骤和检修注意事项。
关键词:卧式加工中心,工作台,夹紧
0 引言
一台德国 BW 立卧转换卧式加工中心(MCX 900 HV)在工作中出现 B 轴夹紧故障, 具体故障如下:B 轴旋转后Z 轴直线轴不能进给加工, 同时机床运行指示灯亮红灯,有报警(701202),报警号显示“转台夹紧装置夹紧 B 的运行时间 778M34.1 必须发出信号”。
该机床控制系统是西门子 840 D,查电路图可知,778M34.1 指 的 是 转 台 夹 紧 电 磁 阀 输 出 、PLC 地 址 为A34.1,778B34.1 是转台夹紧压力传感器输入,PLC 地址是E34.1。A34.1 和 E34.1 两个信号在同一个 As-i 总线 I/O 模块上,模块名称是 778A2/5。
1、故障点排查步骤
(1)确定转台(B 轴)778A2/5 模块、778M34.1 夹紧电磁阀和 778B34.1 压力传感器在机床中的位置——加工室工作台下方护罩内、主轴头右侧,如图 1 所示。
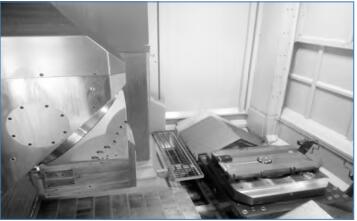
图 1 工作台
(2)比较 PLC 输出 A34.1 和输入 E34.1 与 778A2/5 模块相应接口的状态后发现,PLC 已经输出 A34.1=1 的信号,但 I/O 模块上 A34.1 亮灯却没有 DC 24 V 电压输出,所以 778M34.1 电磁阀不能吸合, 转台 (B 轴) 不能夹紧,778B34.1 压力传感器就不会闭合,I/O 模块上的 E34.1 没有接通信号,PLC 的 E34.1=0,系统发出 NC 报警并且禁止进给轴移动,确定故障点是 778A2/5 模块损坏。
2 、故障排查要点
(1)778A2/5 模块信息和注意事项:它是 As-i 总线(本机床在用的还有 Profibus 总线)的 I/O 接口分配器,在西门子 840DSL 数控系统中由 STEP7 组态后有固定的地址,更换模块硬件要写入原地址码以便系统识别。
(2)778A2/5 模块写码的几种途径:可以在机床的 Asi 总线控制器上写码,也可以用 IFM(易福门)公司的专用编址器或用电脑软件写地址。 在 STEP7 中能了解到该模块的组态详情 。组态位置在NCU 720.3 PN 的 PCI 插槽——DP Profibus 主站下的 3 号站——B+W 2215 总线控制器下的从站。
(3)对调故障模块 778A2/5 与正常模块 778A2/4 的位置, 利用正常模块的空余端子接口替代故障模块的坏端子,实现交换使用,但要完成写码才能使两个模块都能工作,如图 2 所示。
(4)在机床的 As-i 总线控制器 上写入 778A2/5 和778A2/4 的新地址。
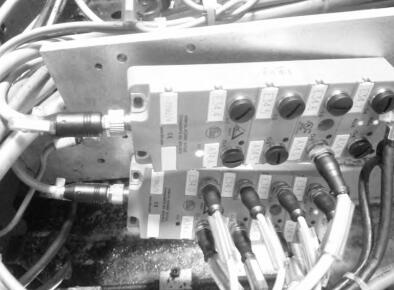
图 2 从站模块
步骤: 按 Mode 键——DIANS——ASI CONFIG——按 OK 键进入,用上、下箭头键选中 SLAVE ADE TOOL项, 把两个模块的原地址记下来再对换写入对方的地址。如果只更换一只新模块, 新模块的地址是 0, 接好线后As-i 控制器会自动识别地址, 只需在 SLAVE ADE TOOL里确认即可。
3、机床恢复正常及检验
以上措施实施后,断电重启,机床的报警将消失。转台(B 轴) 有旋转动作后, 都能可靠夹紧。 复查方法是:778M34.1 电磁阀插头亮灯有吸合动作;778B34.1 压力传感器 OUT1 输出灯亮, 显示压力 6.5 bar 左右;PLC 状态的信号表 E34.1=1、A34.1 每 10 S 会正常置 1 次。 通过 MDI方式,以 G91G00B0、B90、B270 指令验证转台自动工作时动作正常,说明该故障已经排除,机床可以投入正常运行。
4、结语
上文对在欧美等进口加工中心维修实践中,通过 Asi总线控制的远程 I/O 模块故障引起的压力检测报警等,进行分析和排除方法的总结,初步摸索 Profibus 通讯以外的数控机床 NC 系统、PMC 逻辑和 I/O 输入输出接点之间通讯的另一种 Asi 总线通讯新技术新应用的维修,通过硬件更换和软件设定,快速解决此类总线模块原因造成的故障停机。 这种方法也可用在 Asi 总线通讯的加工中心的自动交换机械手、自动交换工作台、刀库传送器升降翻转、主轴松紧刀等行程到位检测故障报警的调查分析和解决。
来源:第一拖拉机股份有限公司,作者:常喜萍,薛一刚,童立信,刘安宁
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>基于精雕系统的七级叶轮加工技术实践
- target=_blank>柔性加工生产线设备保养研究
- target=_blank>车床代替加工中心加工复杂台阶孔工艺
- target=_blank>数控车床加工中刀具选用的分析
- target=_blank>新型等离子切管机技术的应用
名企推荐







