
FANUC 数控系统机床一键回参考点的方法
【摘要】: 介绍了 FANUC 系统一键回参考点的方法,利用 PMC 参数,设置各轴回参考点的顺序,先回 Z 轴则避免了回参考点时刀具与工件相撞,提高了安全性,也方便了操作。
【关键词】: 参考点 ;PMC 参数 ;FANUC; 梯形图
1. 问题的提出
我公司有 5 台立式加工中心,全部采用FANUC 0iC 系统和增量式反馈系统,开机后必须手动回参考点才能进行自动加工。由于操作人员变化较大,经常出现 X 轴或 Y 轴手动回参考点的误操作,造成刀具碰到工件,使得刀具和工件撞坏。为避免这种现象,必须对梯形图进行修改,即必须 Z 轴先回参考点,才能进行其他轴回参考点。为此,我们对机床回参考点的操作方法进行了修改,即进行一键返回参考点,并且先回 Z 轴。轴回参考点的顺序由 PMC 参数进行选择,把 Z轴设成首先回参考点的轴就能实现这个目标。
2. 解决方案
用数据D0001、D0002及D0003分别设各轴手动回参考点的顺序。在手动设置参考点方式,按循环启动键,进行一键所有轴回参考点。如果选择性地分别手动各轴回参考点,则用 K0001.0设定了是否 Z 轴回参考点后,其他轴才能返回参考点。图1~图3为有关X轴返回参考点的梯形图,其他轴可以参考 X 轴的梯形图进行编制。具体说明如下。
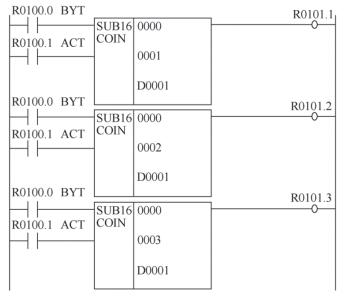
图 1 判断 X 轴回参考点顺序
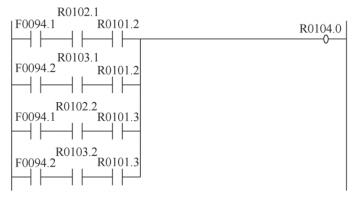
图 2 X 轴第 2、3 顺序回参考点中间寄存器
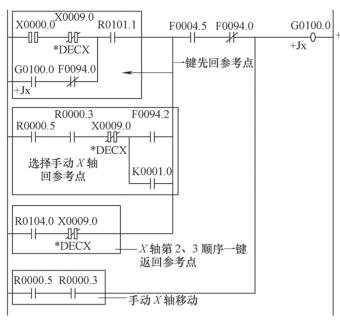
图 3 X 轴正向回参考点和手动正向移动
图 1 是判断 X 轴回参考点的顺序 :R0101.1表示首先回X轴,R0101.2、R0101.3分别表示第2、第 3 顺序回参考点,R0100.0 为常 0,R0100.1为启动SUB16功能指令信号。X0000.0为循环启动按钮的地址,X0009.0 为 X 轴手动回参考点的减速开关信号,F0004.5 为系统在手动时回参考点的方式,F0094.0、F0094.1、F0094.2 分别为X 轴、Y 轴、Z 轴回参考点的信号,当值为 1 时,表示已经建立参考点。K0001.0 为手动回参考点时,是否需要Z轴先回参考点;R0000.3为手动时,正向选择信号 ;R0000.5 为 X 轴选择信号。
图 3 中方框标注的分为四个部分。
1)X 轴一键先回参考点。在回参考点方式 F0004.5 为 1; 如果不在参考点, 则F0094.0为0;X0009.0是为了在压住减速开关时不能返回参考点,当按下循环启动键后,如果 X 轴首先回参考点, 则R0101.1 为 1。X 轴没压住减速开关,则G0100.0 接通,在完成回参考点前实现自保,X 轴继续正向移动。
2)单个 X 轴手动回参考点。K0001.0 为是否需要首先选择 Z 轴回参考点,如果设置为 0,则Z 轴就不能回参考点。当选择 X 轴后,R0000.5为 1,按下正方向键后 R0000.3 为 1,就可以实现回参考点动作。
3)X 轴第 2、3 顺序回参考点。R0104.0 定义在图 2,其是确保在上一级顺序轴回参考点后,X 轴才能自动回参考点。如果 X 轴为第 2 顺序回参考点,则 R0101.2 为 1,必有至少一个轴第一顺序回参考点,即 R0102.1 和 R0103.1 至少一个为 1。在对应轴回参考点后,即 F0094.1、F0094.2 为 1,从而 R0104.0 为 1。R0102.2、R0103.2和R0101.3部分是X轴第3顺序回参考点的梯形图,与 X 轴第 2 顺序回参考点类似。
4)实现 X 轴手动正向移动。手动回参考点方式在实际使用中,我们把 D0003 设为 1,即首先回 Z 轴,D0001、D0002 分别设为 2、3,即回过 Z 轴后再回 X 轴、Y 轴。如果不用一键回参考点方式,把K0001.0设为0,则是Z轴先回参考点,其他轴才能分别回参考点。
3. 结语
在使用一键回参考点功能后,再也没有出现因手动返回参考点而碰坏工件或刀具的现象,并且操作简单化。这种编制梯形图的方法通用性强,可以通过修改 PMC 参数,确定返回轴的参考点顺序。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>BW MCX900 卧式加工中心 B 轴夹紧故障的检修
- target=_blank>基于精雕系统的七级叶轮加工技术实践
- target=_blank>柔性加工生产线设备保养研究
- target=_blank>车床代替加工中心加工复杂台阶孔工艺
- target=_blank>数控车床加工中刀具选用的分析
名企推荐







