
西门子数控系统在数控缠绕机中的应用
【摘要】本文主要介绍了西门子数控系统在数控缠绕机中的应用。随着新技术新材料的发展,缠绕技术在军工航天领域应用非常广泛,本文介绍的OEM开发界面,目的在于提高工作效率及工作精度,降低操作者的操作失误,提高缠绕机自动化水平。
随着国民经济的快速发展,新材料、新技术的不断推进,缠绕技术在航空航天领域发展很快。数控缠绕机床是筒形、球形、锥形、异形和异形截面制件的专用设备,是目前使用玻璃纤维、碳纤维等多种纤维进行螺旋、环形、组合线型的湿法或干法缠绕的设备,自动化程度高。这就要求我们的控制技术也要迅速提升,在数控缠绕机中选用西门子840Dsl系统,进行二次开发,提高数控缠绕机的自动化水平,提高控制精度,提高工作效率。
1.数控缠绕机概述
缠绕成型工艺是将浸过树脂胶液的连续纤维(或布带、预浸纱)按照一定规律缠绕到芯模上,然后经固化、脱模,获得制品。根据纤维缠绕成型时树脂基体的物理化学状态不同,分为干法缠绕、湿法缠绕和半干法缠绕三种。
纤维缠绕成型的优点 :
(1)能够按产品的受力状况设计缠绕规律,能充分发挥纤维的强度。
(2)重量轻:一般来讲,纤维缠绕压力容器与同体积、同压力的钢质容器相比,重量可减轻40%~60%。
(3)可靠性高:纤维缠绕制品易实现机械化和自动化生产,工艺条件确定后,缠出来的产品质量稳定,精确。
(4)生产效率高:采用机械化或自动化生产,需要操作工人少,缠绕速度快(240m/min),故劳动生产率高。
(5)成本低:在同一产品上,可合理配选若干种材料(包括树脂、纤维和内衬),使其再复合,达到最佳的经济效果。
2.数控缠绕机结构示意图及简介
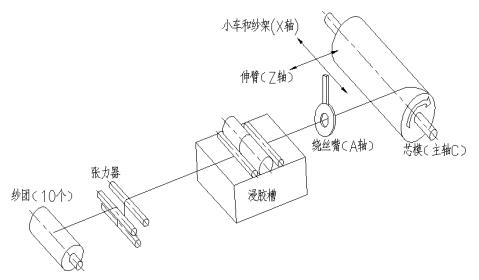
数控缠绕机床为单工位四轴联动缠绕机,主要由控制系统、主机、小车和纱架、缠绕软件组成,小车和纱架可在导轨上纵向移动。4个联动轴:主轴旋转轴(C),小车和纱架移动轴(X),伸臂移动轴(Z),绕丝嘴回转轴(A)。主轴(C)使芯模做回转运动,小车和纱架移动轴(X)使丝嘴沿芯模轴向做往复运动,伸臂移动轴(Z)使丝嘴沿芯模做径向运动,绕丝嘴回转轴(A)使丝嘴绕伸臂轴转动。其中X和Z轴为直线轴,C和A轴为旋转轴。
纱架平台为承载纱架和初张力装置的焊接部件,同时作为运动轴,与缠绕平台同步运动。纱架系统内总共可安装10个标准纱团:纱团内径φ76mm、最大外径φ200mm、纱团长度280mm,单个纱团最大重量10kg。每团纱配备一个闭环气电控制张力器,张力能自动检测调节,同时能够显示每团纱的设定值及实时张力值,并能对纱团直径及出纱速度变化引起的张力波动进行补偿,同时对由小车换向等引起的张力波动,由自动收纱装置进行补偿。
张力控制系统采用两级张力控制:第一级采用气电结合的电子伺服式张力控制系统;第二级张力控制对出纱处浸完胶后的纱带,通过欧米伽轮实现第二级张力控制,采用张力传感器的输入作为反馈,采用磁粉制动器组成的欧米伽轮作为施力部件,实现闭环控制。
3.数控缠绕机特点功能
数控系统选用西门子840Dsl系统,强大灵活的系统功能,发挥了其独特的优势。大扭矩1FT6伺服电机最大静态扭矩可达175N·m;大功率1PH7伺服电机可提供高于100kW的功率;多轴控制,840Dsl可实现多到31个轴的控制;多轴联动加工功能;强大的PLC功能,集成了S7-300的复杂功能,控制点多,功能强大的模拟量输入输出功能,可以很方便地实现动态监控及组态控制;采用Profinet网络功能,既减少硬件接线、又使结构简单清晰化、减少了故障点。灵活的HMI界面扩展功能,可编写特殊的显示画面及工艺画面;人机对话,监控、保护等功能易于实现。张力控制模拟信号4~20mA输出到PLC,温度测量采用铂铑热电偶测量(-10℃~ +80℃), 带信号放大器,模拟信号4~20mA输出到PLC,纱线速度和纤维长度测量采用旋转编
码器测量,编码器1800脉冲/转,测速轮周长180mm,5V TTL信号(差动输出),二路张力测量采用称重传感器测量(0~800N), 带信号放大器,模拟信号4~20mA输出到PLC,模拟量输入输出信号,通过软件处理可以很方便在OEM界面上显示和设置,大大提升了缠绕机的自动化水
平。
二次开发专用界面包括实时缠绕数据界面、工艺参数界面、芯模参数界面、张力调整表界面、带宽调整表界面、线型调整表界面、CAQ系统界面等。
4.缠绕机实时缠绕数据专用界面介绍
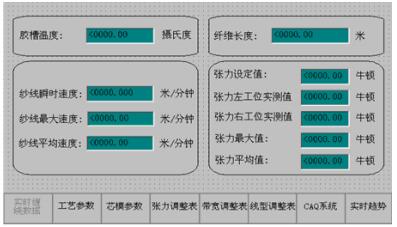
在实时缠绕数据区,可以显示胶槽温度、纱线瞬时速度、纱线最大速度、纱线平均速度、纤维长度、张力设定值、张力左工位实测值、张力右工位实测值、张力最大值、张力平均值。其中胶槽温度、纱线瞬时速度、张力左工位实测值、张力右工位实测值是一直测量的,纱线最大速度、纱线平均速度、纤维长度、张力最大值、张力平均值,是缠绕程序执行后开始测量的。张力设定值是指执行缠绕程序时根据张力调整表得到的当前层的设定值。
5.缠绕机工艺参数设置专用界面介绍
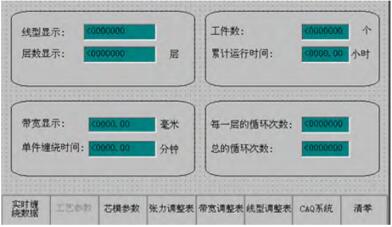
在工艺参数区,可以显示线型显示、层数显示、带宽显示、单件缠绕时间、工件数、累计运行时间、每一层的循环次数、总的循环次数。层数显示是指当前缠绕到哪一层;线型显示和带宽显示,是根据当前缠绕到的层数对应的线型和带宽;单件缠绕时间是指单个缠绕程序执行的时间;工件数是指执行过的缠绕程序个数之和,也就是总的工件数;累计运行时间是指执行过的缠绕程序的运行时间之和;每一层的循环次数是指当前层的缠绕子程序所循环的次数;总的循环次数是指当前层的缠绕子程序所循环的次数与之前每层的缠绕子程序所循环的次数之和;工件数和累计运行时间在机床断电和NC复位后会保持住。若需要将工件数和累计运行时间清零,点击下面的“清零”软键即可。
该软件适用于缠绕罐体(等开口及不等开口)、管道、球体、锥体、组合体等回转体及方形制品,缠绕线型适应停留缠绕、环向缠绕、螺旋缠绕、平面缠绕及组合缠绕,测地线和非测地线缠绕,并具有不同线型间自动过渡功能。具备线型仿真功能。能够计算出缠绕时间、纤维用量等缠绕数据。对于缠绕过程数据可保存到数据库中,便于导出到系统外,用于事后数据分析。缠绕线型具有后处理功能,处理后生成的缠绕程序格式与西门子控制系统兼容。
6.结语
缠绕机选用了西门子840Dsl系统,利用840Dsl的强大功能,在840Dsl系统OEM开发平台上二次开发界面,操作者无须编程,只需设置相关的工艺参数,界面直观适用,操作简捷方便,故障排除简单明了,极大地提高了加工效率;工艺参数,包括芯模参数、张力调整表、带宽调整表、线型调整表,为了方便使用,每一套参数可以保存成文件,同时也可以对保存过的文件进行相应管理,为后续质量分析,设备利用率,提供大数据,是集新工艺、新材料制造技术、自动化控制技术、传感技术、伺服驱动等技术为一体的自动化设备,值得推广应用。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>新型通用数车组合夹具的设计
- target=_blank>Creaform 形创推出全新升级版光学三坐标三维扫描仪和探测组合套件
- target=_blank>五轴超精密加工机床底座设计技术研究
- target=_blank> 基于叶轮等复杂部件的智能制造生产线设计
- target=_blank>博世力士乐 PRC7000 点焊伺服运动控制器,重器启新!
名企推荐







