
FANUC OI-D 数控系统“SP1241”报警故障诊断与处理
摘要:FANUC OI-D 数控系统的模拟主轴控制数控车床的启停、转向以及转速。模拟主轴的控制效果直接影响加工零件的精度。工厂自动化数控(Factory Automation Numerical Control,FANUC)模拟主轴输出时,常有“SP1241”报警。文章从模拟主轴控制的调试、电气动作逻辑关系以及实际工作经验等方面出发,阐述“SP1241”报警的原因与解决方法。利用“逆向逻辑推理法”进行“SP1241”报警故障诊断与处理,使得工作人员遇到此类报警能缜密规范,思路清晰,提高工作效率。
关键词:模拟主轴;故障诊断;SP1241 报警;逆向逻辑推理法
主轴是数控机床带动工件和刀具运动的轴,是数控机床加工的核心部件。它的控制效果直接影响加工零件的精度。数控主轴控制主要有模拟主轴控制和串行数据控制。FANUC OI-D 系统采用模拟主轴控制,由变频器控制主轴电动机。模拟主轴控制经济实用,调试方便,因此被广泛应用于中低档数控机床。本文重点介绍模拟主轴控制中常见的“SP1241”报警的原因与解决方法。模拟主轴控制可以实现主轴的启停、正反转及调速控制。日常工作中,模拟电压输出异常或变压器电压转换时产生的磁场都是干扰源,可引发报警。此故障受变压器影响很大,而有些故障与驱动器内部结构有关,无法准确判断干扰程度,找不到故障点,给故障诊断与排除工作造成了很大难度。经过大量调试和维修后总结实践经验,并与工厂自动化数控(Factory Automation Numerical Control,FANUC)厂商工作人员多次沟通交流,整理出以下常见故障现象和处理方法,可帮助 FANUC 机床操作人员进行诊断和处理故障,解除“SP1241”报警。
1、故障现象
FANUC OI-D 系统机床出现故障时,机床屏幕会显示“SP1241(S)D/A 变换器异常”红色字样,机床停止运行,按下“复位(RESET)”键报警仍不能消除。有时重新启动后故障解除,再继续运行又会出现此报警。针对这种故障,官方给出的解释是模拟主轴使用的数模(Digital/Analog,D/A)变化器异常。
2、相关电气原理
FANUC OI-D 系统的模拟主轴控制系统电气原理图,如图 1 所示 [1]。FANUC OI-D 系统的 JA40 接口输出 0 ~ 10 V 的模拟电压,三菱 E700 变频器的 2端子和 5 端子接收 JA40 接口输出的模拟电压信号,STF 和 STR 端子接收 JD1A 接口输出的转向信号,主轴编码器 PG 的反馈信号输入 JA7A 接口。
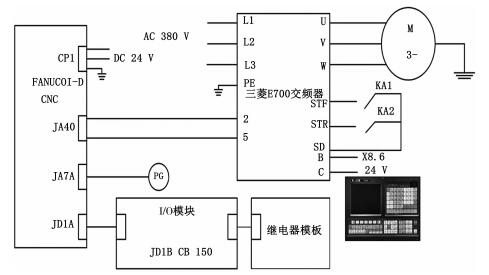
图 1 FANUC OI-D 系统的模拟主轴控制系统电气原理图
数控机床模拟主轴的调试包含有关主轴的参数与信号调试和变频器本身的参数与信号调试。当模拟电压异常或变频器工作时受到信号干扰,会影响模拟主轴的输出而引发报警。
3、“SP1241”报警故障的诊断与处理方法
3.1 故障案例 1
故障现象为 FANUC OI-D 系统在调试过程中一开机出现“SP1241”报警。查阅维修手册,解释为模拟主轴控制所用的 D/A 变换器异常 [2]。
发现故障后,第一时间联系厂家维修人员对系统进行检测,发现属于硬件故障。更换系统主板后,报警消除。
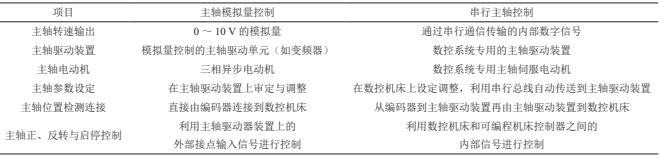
此案例的原因是系统主板损坏。在 FANUC OI-D系统中有些是串行主轴,有些是模拟主轴。为了更好地区分两者,参照详细说明如表 1 所示。
表 1 主轴模拟量控制与串行主轴控制区别
3.2 故障案例 2
故障现象为 FANUC OI-D 系统在调试过程中经常出现“SP1241”报警。
故障发生后,系统主板完好未损坏。观察电气柜,发现主轴接触器的线圈吸合时出现“SP1241”报警,且接主轴电机的三相电源未加灭弧器,猜测是线圈吸合时产生电磁干扰,导致系统误认为模拟电压异常,从而产生“SP1241”报警。加装灭弧器在主轴接触器的三项电源触点,作用是遇到较大电流时能够使其平缓化,避免引起干扰,保护电子元件 [3]。机床正常运行后并未出现“SP1241”报警,插上灭弧器后再无出现报警。
3.3 故障案例 3
故障现象为 FANUC OI-D 系统在运行中偶尔出现“SP1241”报警,尤其是在模拟主轴输出速度变化时,频繁出现报警。该故障出现的主要原因是变频器的网络脉宽调制(Pulse Width Modulation,PWM)频率数值设置过高,将变频器的 PWM 频率值改为 1000,报警解除。主轴变频器通过 PWM 频率数值控制电动机加减速的精度。数值越大,控制精度越高,频率越高,产生的干扰越大,模拟主轴越容易受到干扰 [4]。
3.4 故障案例 4
故障现象为 FANUC OI-D 系统在运行过程中频繁出现“SP1241”报警,几乎每次开机时都会出现。故障发生后仔细观察电气柜发现,模拟电压输出线离电气柜的变压器较近。电气柜中的变压器依靠线圈感应进行电压转换,因此变压器是一个巨大的干扰源,任何线靠近变压器都会受到感应而得电 [5]。例如,
JA40 的 2 号线和 5 号线靠近变压器时会感应得电而引发报警。将 JA40 的 2 号线和 5 号线利用屏蔽线直接接到变频器,且与变压器保持一定距离。排除变压器干扰后,机床连续使用 14 d 以上未出现“SP1241”报警。
3.5 故障案例 5
故障现象为 FANUC OI-D 系统在运行过程中经常出现“SP1241”报警,甚至有时 1 d 发生 3 ~ 4 次报警。报警时间时而早上,时而下午。经仔细观察发现,报警都出现在刀塔换刀时或者换刀完成的瞬间。
故障发生后仔细观察电气柜,发现 KM3(刀塔正转接触器)和 KM4( 刀塔反转接触器)的线圈未加装灭弧器。接触器的线圈吸合时会产生电磁感应。在KM3 和 KM4 上加装灭弧器,可以有效防止线圈吸合时的干扰。“SP1241”报警故障的诊断与处理流程图,如图 2 所示。
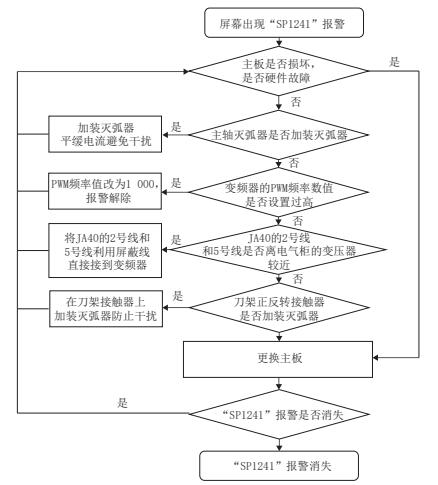
图 2 “SP1241”报警故障的诊断与处理流程
4、结语
FANUC OI-D 数控系统的模拟主轴控制输出的0 ~ 10 V 电压容易受到接触器线圈吸合或变压器的干扰。在设置好变频器参数和排除硬件损坏的原因后,故障排除思路应着重于电气柜内的干扰。根据以上故障案例依次排查,可以提高工作效率,简化工作流程,达到事半功倍的效果。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>镗床线路故障的排除技术
- target=_blank>普通卧式车床的几项技术改进
- target=_blank> 分析数控加工中心斗笠式刀库与自动换刀装置
- target=_blank> M1040 型无心磨床故障分析及应对措施
- target=_blank>CA6140车床常见电气故障的诊断与维修措施的分析
名企推荐







