
铣削加工的新发展
现代铣削作为金属切削方法,起源于18世纪后期,并迅速成为主要的加工技术之一。如今,我们很难想象一个没有铣床的机械加工车间。可见铣削是加工制造中必不可少的工序。
当今,我们正在见证制造业的重大变化,这将对铣削的发展方向产生深远的影响。这些变化是由多种因素驱动的,例如通过精密铸造和锻造提高金属成型的精度、3D打印技术的广泛使用、对新型复合材料和烧结材料的使用量与日俱增、提高高温合金和钛合金材料零件的生产率的需求,以及汽车行业对电动汽车和混合动力汽车的关注,促成了这些变化。此外,多轴机床的进步为复杂零件的精密加工开辟了新的可能性,并催生了新的用以提高生产率的切削方式。在现代的加工技术中,一个趋势是显著减少铣削加工的余量,提高工件表面质量和精度。
因此,铣削的进步是由人们对于铣削加工的更高生产率、更高精度和可持续发展的需求来驱动的。铣削加工的主要发展可以概括如下:
1.快速去除金属的重点是提高金属去除率(MRR),通过显著提高切削速度或每齿进给量来实现更高的生产率。这是通过高速铣削(HSM),以及在粗加工中的大进给铣削(HFM) 等技术实现的。
2.精密铣削可实现更高的加工精度。
3. 多轴铣削的特点是利用多轴加工机床来实现复杂的铣削加工。
4.自适应铣削旨在开发智能铣削系统,以适应加工过程中不断变化的条件。
5.可持续发展的铣削旨在减少铣削作业对环境的影响。它涉及环保切削液的开发,材料的回收和再利用,以及节能机床和铣刀的使用。
上述方面的发展离不开几个关键部分的协同作用,即机床,切削刀具和计算机辅助工程(CAE)系统。例如,高速铣削需要能够满足极高转速的机床技术,以及铣刀先进的基体材料和涂层技术。同时,提高铣削加工的精度不仅需要铣刀有更高精度的公差,还需要改进控制系统和直线电机驱动。在多轴铣削的情况下,突破之处在于增加了可控制的运动轴,以及采用合适的铣刀切削几何形状。另一方面,自适应铣削结合了创新,如使用最先进的监控系统、高灵敏度传感器和高效算法,以实时优化切削数据和刀具路径。此外,可持续发展的进步需要节能的铣削方式,包括采用合适的机床、切削刀具和环保的冷却技术。
可转位铣削刀具反映了铣削方式的进步,其特点是在加工中采用可换切削刀片。
a)优化刀片的材质是一个不断的过程,改进可转位铣刀刀片的材质,包括开发先进的硬质合金牌号、陶瓷和超硬切削材料。
b)涂层技术的发展:不断研发新的涂层,以提高耐磨性和耐热性,同时增强润滑性。
c)应用优化几何外形的铣刀和刀片来完成铣削加工,在铣削过程中可以减少切削力以及控制切屑形状和排屑方向。
d)有效利用刀具刀片材料,包括采用智能刀片设计,在不降低切削性能的情况下提供最大的可转位切削刃。
此外,智能制造要求将数字化结合到铣削操作和铣削刀具中。就铣削刀具而言,数字孪生和适合的软件应用程序已经成为一套综合刀具体系的“标配”。
那么刀具制造商应如何应对这一挑战?哪些铣刀解决方案能够顺应新兴的趋势?人们通常认为,切削刀具的生产在金属加工中是较为保守的部分,那么它是否可以及时响应金属加工领域当前的需求?伊斯卡近期的发展深入解答了上述这些疑问。
高速摆线铣削方法包括沿着曲线刀具路径保持恒定的切削刃载荷,从而避免加工过程中载荷突然出现峰值。这种加工方式对于铣削深槽、凹槽和型腔是非常有效的,特别是在加工稳定性较低的情况下。此外,在处理硬钢或高温合金(HTSA)等难加工的材料时,摆线铣削的加工效果十分显著。
CHATTERFREE EC-E7/H7-CF是一个新的多刃整体硬质合金立铣刀系列,可以用于摆线铣削。该系列的几何设计包括变螺旋角和不等齿距,以提高动态性能。这些立铣刀有一系列的切削长径比可供选择。(图1)

图1 -用于摆线铣削的七刃整体硬质合金立铣刀的设计采用了抗振的设计概念,以减少振动强度。
得益于现代化的机床,在极高的主轴转速下(最高转速可达33000转)也可以对铝合金材料零件进行高效铣削。为应对这一加工挑战,伊斯卡研发了90°可转位铣刀,可容纳大尺寸刀片,切削深度可达22 mm(.870”)。该刀具经专门设计,可防止在高速旋转过程中产生的高离心力而导致的刀片径向位移。(图2)

图2 -可转位铣刀,用于在极高切削速度下加工铝,专门设计用于抵抗由于高离心力而可能产生的刀片径向位移。
大进给铣削(HFM)已成为一种被广泛采用的方法,用来对平面和复杂型面进行高效粗加工。伊斯卡提供广泛的HFM产品,以满足各种加工应用的需求。近期,该系列又添加了新的产品。LOGIQ-4-FEED系列HFM刀具设计有特别的螺旋切削刃,现在还新增有更大尺寸刀片的刀具。这些新产品大大拓宽了刀具的应用范围,特别是在模具行业对大尺寸型腔进行大进给铣削的应用。另一个新产品是NEOFEED,一个带双面方形刀片的HFM刀具系列,拥有8个切削刃,以降低加工成本。(图3)
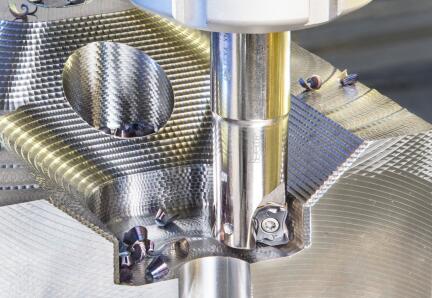
图3 -在加工模具型腔时,使用带螺旋切削刃的LOGIQ-4-FEED铣刀能够提高大进给铣削能力。
https://1309952130.vod2.myqcloud.com/4dc4b723vodcq1309952130/afc97b081253642696460790544/ziQYuWpwxWsA.mp4
多轴机床和CAD/CAM系统的进步推动了弧形铣刀和鼓形铣刀的使用,用最小的加工余量对复杂的形状进行精密铣削。这个产品系列包含三种不同的结构:整体硬质合金, MULTI-MASTER可换刀头和单刀片设计(图4)。

图4 -伊斯卡的鼓形立铣刀包含了三种不同的设计理念。
当铣削高温合金(HTSA)时,使用陶瓷材质能够大幅提高切削速度。且切削速度可达1000m /min (3300 sfm)。伊斯卡最新的陶瓷刀具包括整体陶瓷立铣刀和带双面圆形陶瓷刀片的可转位铣刀。双面刀片的设计旨在最大限度地利用陶瓷牌号,如“黑色”陶瓷、晶须增强陶瓷和SiAlON(一种氮化硅基陶瓷)。
上述这些例子完美阐述了铣削刀具的主要发展方向。新需求的出现,需要新的解决方案来应对,而这些新的挑战将推动对创新刀具设计的探索。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank> 浅谈基于 PLC 的刀库自动换刀控制系统设计
- target=_blank>基于 FANUC IO LINK 轴的伺服刀库分度控制
- target=_blank>机器人自动换刀系统控制技术
- target=_blank>刀库旋转分度机构的改进设计与分析
- target=_blank>数控车床上下料调控系统的研究
名企推荐







