



CCMT2016中国数控机床展览会于4月11-15在上海新国际展览中心举行。来自20多个国家的1100多家展商参加了这次盛会。值得指出的是,这次展会面积达12万平方米,同比增长20%;观众59101人次,同比增长5%。
当今世界经济形势低迷,制造业也不景气。可这次机床展居然规模扩大,人气也很兴旺,说明了市场形势仍然看好,因为强国强军离不开工作母机;然而吸引观众目光的靓点,其主线条便是智能制造。
一、智能网络制造
炒得沸沸扬扬的德国工业4.0,其核心优势便是智能(网络、信息)物理系统CPS(Cyber- Physical Systems)。它依仗了大数据、网络和云计算,将计算、通信和控制这三者结合于一体,在机床制造领域也硕果累累。
当今三大机床巨头,这次均展出了他们的网络智能技术。DMG MORI的CELOS®,可帮助用户实现从构思到成品的全方位加工需求。机床能将所有与生产相关信息,都集成在一个加工任务包内,并立即显示在“任务管理器”中。加工任务单所需的所有文档,数据和信息都用结构化方式进行管理,因此这些数据也可在以后的加工中或重复订单中被快速提取沈阳机床的i5是由沈阳机床集团自主研发的具有完全自主知识产权的智能化系统。该系统集成了运动控制技术、计算机技术、网络技术和信息技术等,为用户提供操作简单、兼容性强、可靠性高的智能化数控产品。
日本MAZAK这次展出重点当属顺暢加工SMOOTH TECNOLYGE,山崎中国区的单总再三与我强调,这是一种系统技术,内容包括五轴复合加工技术;高速、高精度技术;智能化技术;网络技术;自动化柔性生产线;环境保护及人体工程设计等七个方面,从技术到管理几乎至臻至美,而Smooth X等仅是各款智能数控系统。(图1)。
二、智能数控系统
有人认为,在当今互联网+时代,若要称得上智能数控机床,首先控制系统必须是智能的,传统的系统已跟不上潮流了。
西门子当然称得上是数控系统的领军人物之一,他们不仅研制新系统,并且与企业联手解决个案,例如为DMG MORI开发空间曲面三维插补、为KUKA机器人提供直接一体化控制技术等等。
海德汉这次介绍的几款智能系统功能也倍受瞩目,如DCM – 动态碰撞监测。通常在5轴加工的复杂运动及高速加工运动时,碰撞监测功能很有意义的。这种情况时,机床操作人员可以用TNC的DCM(动态碰撞监测)功能。一旦有碰撞危险,数控系统将立即中断加工,因此能提高机床和操作人员的安全性。防止损坏机床,避免代价高昂的停机损失。使无人值守换班生产更安全、更可靠。
DP–动态高精功能是由一系列有效减小机床动态误差的海德汉数控系统功能组成的,它可提高机床动态性能,提高刀具中心点位置的精度,使用户可以根据机床机龄、负载和加工位置所允许的最大理论值进行铣削加工。而且不需要对机床结构进行任何改造。
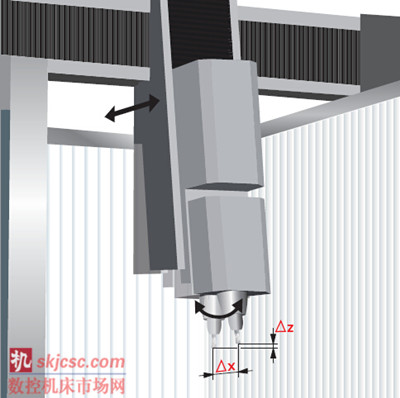
CTC – 通过关联轴补偿位置误差功能。选用大加速度加工时,机床结构势必受力加大。这些作用力可导致机床部件弹性变形,因此导致刀具中心点(TCP)偏离位置。除了轴向的变形,机械连接轴的大加速运动也导致机床轴在与加速度方向垂直的方向的变形。如果机床轴的受力点不在重心线上,制动期间和加速期间将造成机床轴倾斜,这时这个问题更加突出。CTC伺服控制选装功能(关联轴补偿)就可以补偿这个与加速度有关的误差,避免其对工件表面质量和精度造成负面影响。(图2)
可喜的是,国产华中数控当今也实现了跨越式发展,陈吉红董事长经多方调研,在吃透了CPS物理系统原理的基础上,成功开发了“华中8型”智能化数控系统,在电子信息产品(3C)制造领域内实现规模化应用(图3)。

“华中8型”基于云计算、大数据、CPS等单元技术,利用控制信息、传感信息、网络信息,实现了从数控设备的运行、加工、操作和编程等环节的智能化,开发了智能管理、智能调试、智能补偿、智能加工、健康保障、网络销售平台、租赁服务、云端工厂等超越国外的原创性的智能化软件。并在武汉建立了“数控加工大数据中心”,通过无线网络监控用户企业车间生产线的相关数据,实现华中8型数控系统的远程监控、加工优化、健康保障等智能化功能。华中数控由此迈出了向制造型服务业转型升级的步伐。
三、智能机床功能
为迎合用户的特殊加工需求,机床制造商会将标准配置的数控系统进行二次开发。N3-404展台,霍夫曼(上海)公司展出的摆线切削技术十分引人瞩目。在通常的铣削加工中,如果使用立铣刀,那么切削宽度就是铣刀的直径D,刀具走的路径是直线。而所谓摆线铣削,是铣刀在切削过程中,刀具不仅是走直线,同时还要走定圆或椭圆复合运动。这样切削的啮合弧就大了,因此随着啮合比的减小,刀具的阻力与磨损就减小,所以铣削的速度可加快切削力减小,刀具可切得更深,铣削范围也就更宽了。
这种切削工艺创新,使得铣削变得更高效了。特别适宜对高硬材料零件、不锈钢以及高超合金等零件加工。当然,智能切削需要卓越的高档软件予以支撑,以力求确保刀具每齿切削量为恒值。这成果是霍夫曼与海德汉、SolidCAM以及HURCO等公司联合研制而成的。
日本牧野MAKINO的a40卧式加工中心,是为解决铝及铝合金压铸行业特殊需求而研发的。考虑到往往加工此类零件待机时间要占据50%,因此他们采取ROI智能设计,即采用智能惯量控制,让机床定移动加快,以整体缩短非切削时间,从而提高生产力。
ROI智能设计同时也引入在驱动工作台Z轴和回转工作台B轴,能自动估算工件重量,然后优化线性加速度或旋转加速度,以实现最佳的定位或旋转时间,特别在重量较轻时会采用较高的加加速度。
先进的智能运动控制,实现了进给轴移动的快速、敏捷,最小化特征间的线性定位时间,其达到最大快移速度比市场上同类产品快1/3。而智能钻孔功能更是优化路径,缩短圆弧间的移动,始终保持最快的移动速度。
BTS可视化刀具破损检测功能可以实时捕获的刀具影像,一旦发现刀具破损立即自动停止加工。该检测方式为非接触式,仅需0.1秒,比接触式探头检测快0.6秒。
这种智能化机床功能,同样也反映在金属成形机床之中,天田AMADA很早就意识到软件、网络的重要性,一直通过提供各种软件来适应时代的要求,他们尤其在开发智能化软件方面下了不少功夫,具体反映在:
①配置智能化。天田不仅对冲切模具ID化,还对折弯模具也ID化,并将工厂内的模具管理可视化,从而大幅减少配置操作。此外,通过利用折弯加工机的板厚检测系统,能自动检测材料特性,同时采用角度传感器,故无需进行试折弯。
②加工智能化。天田新开发了独创的SEM钣金加工模型。该模型全部保留钣金加工所需的加工属性、加工工序,可实现加工最优化。根据该模型定义的加工方法,现场的AMNC加工机可选择最优加工条件、模具及加工顺序。
③维护智能化。利用AMNC收集各加工机将进行何种工序加工、何时进行等定量信息。根据上述信息,可构建使用云环境始终置于服务部门监视之下的体系。此外,异常信息作为报警信息,向客户及AMADA服务部门发出通知。这样,客户可完全放心地使用AMADA的加工机床。
④操作智能化。随着配置及加工的智能化,操作的智能化有了更大的进展。作为操作智能化的最终目标,天田追求的是“One Push Go”,即现场操作只需1个“执行(Go)”按钮即可进行加工的操作智能化。

图4 ACIES2512T智能钣金加工系统
四、智能机床附件
在金切机床领域,机床、刀具和夹具是三大要素。德国几家专业夹貝制造商的展品是值得一提的。如HWR公司的InoFlex系列四爪浮动定心卡盘, 由于夹具能自动校准零件,这就为联机实行高效智能化成为可能。一家名为Schwarzer公司,由于采用了这种四爪浮动定心卡盘,甚至做到了不用更换卡爪,即可实现圆形零件和方形零件的夹持转换,并在很大程度上减小了零件的变形。
德国LANG牌咬合式夹持技术,可以使夹紧无需任何止位,并以Makro.Grip定心虎钳的紧凑结构为五轴加工创造最大效益。
LANG公司还开发了一个Eco Compact 20自动化上下料装置,整机可在很小的占地面积下可以存储20个托盘,通过机床自动门或侧面自动窗口连续向机床供料和收回已加工完的产品,有多种安装方式可选,以适合您车间的自动化生产线机床布局,最大限度地节省空间。
两轴联动摇篮式回转工作台,是5轴联动加工中心最常用的附件,烟台环球为了使企业转型升级并满足市场需求,他们研制成功了具有自主知识产权的TK64320两轴摇篮式直驱数控转台,这次并获得了“春燕奖”。
本转台采用闭环控制,能实时监测机械部分位置误差和速度误差,并及时反馈给数控系统,以确保加工精度和联动插补精度。本转台还采用循环水冷却电机,里面有若干个温度传感器,可实时监测电机温度和冷却水温度,由于确保电机的正常运转和水温恒定,故而可减少由于温度的变化造成的机械部件的热变型,所以加工精度高、零件一致性好。(图5)。

有趣的是,在智能技术日新月异的今天,连工具柜也是智能型的。德国霍夫曼刀具这次展出了一种GARANT TOOL 24 Smartline系统,这是一种具有自动分发功能的工具柜系统,根据“即插即用” 原则,能按需扩容,最多可叠加至90层的抽屉柜。它通过网络接口与公司网络相联,也可与ERP系统相联,并可管理外部儲存地点。柜子可建立自定义的软件包,使存取工具时间大为缩短。
所谓智能,即工作人员可先设定一个最小库存量,当刀具消耗到一定程度后,管理系统就会发出采购新刀具的指令。而每到年度,机柜能自动盘点,不必人工对账。机柜还可自动设置修磨后的刀具先使用指令,不与新刀混淆。如果有工具借出,也可追溯,记录表述得清清楚楚。
五、机床智能监控
N-311德国Motroni展台,观众始终络绎不绝,因为他们展出的智能监控系统,正是去年米兰EMO展红极一时的展品。
该公司的斯佩拉(Spectra)全方位过程监测系统,不仅可以利用机床本身的数字驱动数据DDD(Digital Drive Data)来进行过程监控和优化,还可结合功率传感器、扭矩传感器、声波传感器和应力传感器等各类传感器,精准识别刀具磨损、断裂、缺失等现象,并且也可实施对撞机与振动过载的监控保护,该系统甚至能识别直径为Φ1mm的钻头上的细微破损。
作为简易版的机床保护与诊断系统,普锐斯(PulseNG)系列产品的性能也值得一提。其所配置的测振三轴加速度传感器在一秒内能采集3200多个测量数据,自带内置温感计,并且抗震、防污、稳定性高。普锐斯系统又分移动版和固定版。移动版也是该公司的一大亮点,其特点是拆装方便,适用多台机床,可快速进行机器状态及故障的诊断、识别机器部件的磨损、优化加工参数,如同机器的听诊器,是维修检验的理想帮手。固定版则只能嵌入一台机床,进行全自动的撞机和振动过载保护,响应时间不超过1ms,如同机器的安全气囊。经加以对应的PLC调试后,还可增加机床自我诊断功能。普锐斯系统能实时对测量信号进行3维快速傅立叶转换(FFT),测量精度达0.01m/s2。该系统还具备记录仪功能,能记录加工过程中所有异常事件。所记录的数据不仅可以供离线分析,还能通过外接通讯系统全球调取。
展会之大、展品之精,笔者只能走马观花,掛一漏万予以介绍,更鉴于水平有限文中谬误肯定不少。而且在当今,究竟什么是智能,这个确切定义还在探索,不过在新工业革命时代,智能制造肯定是制造业的一个发展方向。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

