



摘 要: 介绍了配置华中 8 型数控系统的数控机床使用触发式测头进行在线工件测量时,自动测量系统的组成、工作原理以及测量程序的编制方法。
关键词: 数控系统; 工件测量系统; 数控机床
随着数控技术的不断发展,用户使用数控机床加工的零件越来越复杂,用户对数控机床加工出来的成品工件的精度要求也越来越高,对机床的加工效率要求也越来越高。
在传统操作方式下,需要操作者在加工之前进行手动找正工件和刀具设定等辅助设置。在这些辅助操作的过程中,测量精度很大程度上依赖于操作者的经验,操作时间长,加工效率低。特别是在成批量加工工件的时候,加工精度无法保证。
因此,自动工件测量是提高数控机床自动化加工水平和保证工件加工精度的有效方法,采用自动工件测量系统,
在加工前可协助操作者进行工件的装夹找正,自动完成工件坐标系的设定,从而可简化工装夹具,节省夹具费用,缩短辅助时间,提高加工效率; 在加工中和加工后可自动对工件尺寸进行在线测量,并能根据测量结果自动生成误差补偿数据反馈到数控系统,以保证工件的尺寸精度及批量工件的尺寸一致性;采用机内在线测量还可避免将工件移至测量机测量所带来的二次误差,从而可提高加工精度及精度保持性,通过一次切削即可获得合格产品,大大增强数控机床的智能化程度。
1 、工件测量的原理
用于数控机床上的工件测量系统由测量硬件和测量软件程序组成。工件测量系统一般均采用触发式测头测量系统( 如英国 Renishaw 公司的 OMP40 触发式测头测量系统) 。使用时,一般是将触发式测头假设作为一把刀具安装在刀库的某一刀位上 ,用于测量工件尺寸 。当刀架移动、测头接触工件时则被触发使数控系统记下测头位置,数控系统通过相应的程序计算出工件尺寸。在数控机床上 ,触发式测量系统可以实现 XYZ 平面、内孔/外圆的测量等等 。触发式测头测量系统通常由触发式测头、信号传输和接收器、联接
CNC 系统的控制器接口装置 、坐标位置数据采集 、处理和测量误差补偿系统 、测量结果自动反馈补偿系统等几部分组成 。
测量系统生产厂商,一般会提供测量工件的基本程序和软件。但是,由于各个数控系统厂家的不同,机床用户的测量工件也各不相同,很多情况下,需要用户根据实际情况,自行编写测量程序。
2 、华中 8 型数控系统下的工件测量程序的编制思路
在华中 8 型数控系统中,我们使用宏程序来编制完成工件测量的动作,在测量过程中,使用非模态调用方式 G65 来调用这些宏程序编写而成的子程序,进而达到工件测量的目的。华中 8 型数控系统为用户配备了强大的类似于高级语言的宏程序功能,用户可以使用变量进行算术运算、逻辑运算和函数的混合运算。此外,宏程序还提供循环语句、分支语句和子程序调用语句,可以用于实现加工循环指令和复杂工件的加工。G65 的使用格式如下: G65 P _ L _ [自变量地址字]。其中参数含义见表 1。
3 、工件测量的具体实现
在华中 8 型数控系统中设置本测量循环后,在机床上用接触式探针可以对工件进行尺寸与角度测量。执行表 2 中参数的测量动作,并且在测量完成后可以自动执行工件原点设定或刀具补偿值修正,同时将测量结果输出到宏变量中。
表 1 参数含义

表 2 宏程序系统使用的部分变量
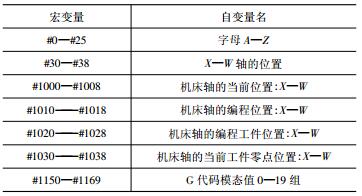
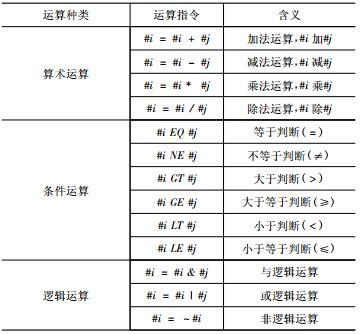
华中 8 型数控系统宏程序使用的部分运算指令见表 3。
表 3 测量用的运算指令
测量工件时,测头在使用过程中,第一步需要对测量探头进行标定; 第二步移动探头时,需要使用受保护的定位移程序来移动测量探头,避免测量探头在移动过程中因为碰撞意外受损; 第三步是根据测量工件的不同,选用不同的测量子程序。
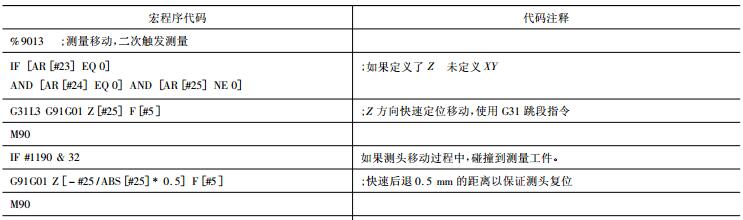
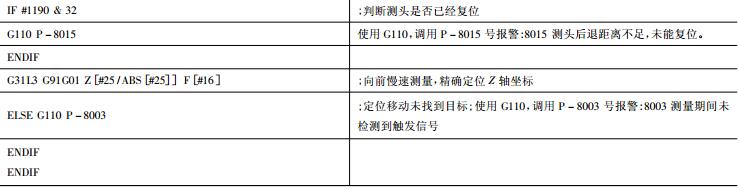
表 4 Z 轴测量动作的实现
在工件测量的过程中,进给轴的基本移动测量是测量过程中的最基本测量动作。下面以各进给轴的基本测量移动为例子,说明华中 8 型数控系统实现工件测量的基本原理
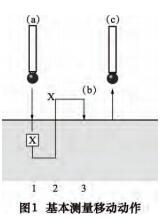
进给轴的基本测量移动动作如图 1 所示:
( 1) 以快速移动速度 F 进给到被测量表面。这样能有效地到达跳步信号出现位置,粗略地确定被测量面的表面位置。( 2) 中间的回退移动是使探针离开测量表面,这一过程包括快速移动到跳步位置。( 3) 最后是慢速 Q 向测量表面移动,这次移动中,测量程序将计算出真实的表面位置,测头精确碰到工件后,停止移动,等待后续程序处理数值。
宏程序实现这一测量 Z轴坐标的动作过程:调 用 格 式: G90 /G91G65 P9013 X_Y_Z_ ( F_Q_)备注: XYZ: 测量移动的目标位置,只能输入单个轴,否则不进行任何移动。
表 4 是 Z 轴测量定位的具体实现,使用以上的基本编程思路,用户通过扩展、组合,就可以编制出适合于不同工件的测量子程序,在机床上实现使用接触式探针对工件进行尺寸与角度测量。笔者编写完成的测量子程序中,可以实现以下的测量动作: X /Y /Z 单个平面位置测量; 2 个平面/3 个平面的交点位置测量; 凸台/凹槽的中点/宽度测量; 内孔/外圆的圆心/直径测量; X /Y /Z 平面角度测量,等等测量功能。并且在测量完成后可以自动执行工件原点设定或刀具补偿值修正,同时将测量结果输出到宏变量中。
4 、结语
华中数控提供的宏程序编程功能十分强大,用户可以按照具体工件的测量动作和工件检测要求,使用系统提供的宏编程功能,编制出自己所需要的的测量程序。笔者使用上面的宏程序编程方法,编写了一套完整的工件测量程序。本 套 工 件 测 量 程序,已经在华中数控系统的用户处实际使用,特别是在一些航空航天用户厂家加工复杂的航空航天零部件的过程中,节省了加工辅助时间,提高了机床的加工效率,节约了整体的加工时间,并且保证了成品工件的精度的一致性,取得了比较好的使用效果,获得了用户的认可和好评。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

