



矩形型腔数控铣削的宏程序编程方法
2018-5-21 来源: 贵州工程应用技术学院 机械工程学院 作者: 籍永刚, 黄国冬
摘要:在矩形型腔加工数控铣削过程中,若加工程序采用手工编程或 C A M 软件生成,则工作量大、易出错且 C A M 程序容量大。为了简化操作,针对 FA N U C 数控系统采用宏程序开发出矩形型腔数控铣削功能指令,通过设定机床参数可使该指令如数控系统的固有指令一样使用方便。结果表明,该方法操作方便,有很好的实用价值。
关键词:宏程序;指令开发;数控系统;FA N U C
0、引 言
矩形型腔的加工程序常用的主要有计算机自动编程生成的 CAM 程序、子程序、宏程序,其中 CAM 程序生成的程序容量大,子程序不能适应加工参数的改变,而采用宏程序则具备许多优点。宏程序对加工参数化的适应性强,具备通用性。另外,手工编程是基础,是数控机床操作程人员必须掌握的一项基本功。手工编程是计算机编程的基础,是刀具轨迹设计、轨迹优化,以及进行后置处理的依据。实践证明,手工编程能力强的人在计算机编程中、速度更快,程序质量更高。
1、宏程序编程
宏程序是数控系统厂家提供给我们的一种二次开发工具。在一些典型的使用场所它的作用非常大,如可以把一些重复性强、编程有规律的工作编制成宏程序,使用时如调用数控系统中的固定循环一样。在编写宏程序时需要注意以下几点:运动轨迹尽可能多地受参数驱动,才能方便灵活;主要功能应针对性强,才能实用;要注意非加工运动轨迹的安全性、通用性;控制参数不要太多,一般固定参数可放在宏程序体内修改。
FANUC 0i 系统的宏程序变量用变量符号“#”和后面的变量号指定,如 #13。根据变量的功能,宏变量可分为系统变量、用户变量。系统变量用于系统内部运算时各种
3 、注意事项
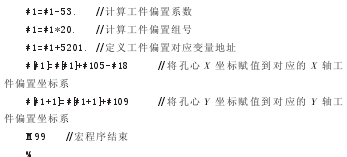
1)本文运用了跳转命令 G31,该命令在一定程度上与直线命令 G01 相同,不同之处是 G31 定义的坐标终点需要探针进入被测物体的内部,以确保能够测量到被测工件。进入的运动量可根据实际情况调整,但不宜过大,当接触到被测物体时会自动跳出并存储位置信息。
2)由于计算孔心 X 向坐标时用到了孔径参数,所以被测孔的孔径必须是已知并且准确的。
3)探针 Y 向运动测量两点中心,探头半径会在计算时抵消掉,不需要再对探头做半径补偿;而 X 向运动只测量一个点,在进行中心计算时则必须对探头半径做补偿。
4)#1 的赋值范围是 54~59,分别对应的是 G54~G59工件偏置。可根据自身情况增加赋值范围的报警语句。
4 、结 语
三点定心宏程序已在 FANUC16i MA 系统调试成功,它会给此类零件的定心找正提供一种新的思路,操作更加便捷,不再需要人工用百分表找正、读取和抄写坐标值。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

