



基于传感器的热误差补偿技术
2019-9-16 来源:转载 作者:-
为了进一步提升数控机床的加工精度和一致性,华中数控计划与机床企业充分合作,实施“机床品质提升工程”计划,将华中8型智能数控系统热误差补偿技术应用于数控机床,致力于提高机床加工效率、加工精度和加工一致性,提升机床品质和市场竞争力。
随着科学技术、机械制造加工业的迅速发展,对数控机床的加工精度提出越来越高的要求。提高数控机床加工精度有两种基本方法:误差防止法和误差补偿法。误差防止法是指通过提高机床制造和装配精度及设计精度、机床零部件的制造精度和安装精度、优化机床结构、辅助部件等方法来实现。此方法的特点是成本增加大,实施起来有局限性。误差补偿法是指使用软件技术,通过分析、统计、归纳及掌握原始误差的特点和规律,建立误差数学模型,进行人为误差补偿,从而减少加工误差。此方法的特点是:经济有效,实现相对简单。
已故的国际著名机械制造专家、美国密西根大学教授吴贤铭曾说过:“误差补偿技术的巧妙之处在于加工出的零件精度可比加工母机的精度还高。”由此可见,误差补偿技术的巨大作用。
目前,误差补偿技术以其强大的技术生命力迅速被各国学者、专家所认识,并使之得以迅速发展和推广,已成为现代精密工程的重要技术支柱之一。
热误差补偿技术有哪几种?
热误差补偿技术主要分为热误差斜率补偿和热误差偏置补偿两种方式:
热误差偏置补偿又叫与位置无关的热误差补偿,是在热变形部件上安装温度传感器,检测传感器的实时温度,通过查询补偿表中对应温度的补偿值,将目标轴的机床坐标系进行偏移。用以消除该部件因热变形导致的轴向热位移,一般用于非移动部件,如主轴、动力头等发热量较大且易产生结构变形的部件上。
热误差斜率补偿又叫与位置相关的热误差补偿,在传动部件(丝杠、齿轮齿条)上安装温度传感器,测量出传动部件极限温度区间内所有温度点对应的目标点热变形量,通过统计和计算合理安排温度补偿间隔,将计算出的热误差补偿数据填入补偿表中。系统通过检测温度传感器的实时温度,查询补偿表中对应温度的补偿值,根据目标轴的实际位置相对于热膨胀零点的距离折算出补偿量输出到目标轴上。用以消除传动部件当前所在位置相对于热膨胀零点的热伸长量。
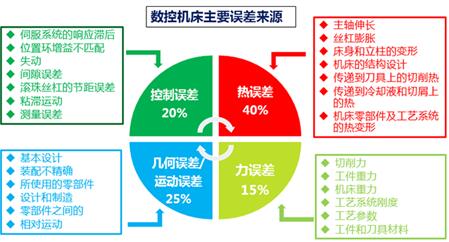
数控机床的主要误差来源有哪些?
数控机床产生误差的来源主要有:几何误差/运动误差、热误差、控制误差、力误差等,通过研究发现,所有的误差来源中热误差占比最高,达到近40%。
数控机床热变形产生的机理
数控机床在加工过程中由于电气发热和运转部件的摩擦发热引起的局部结构变形,导致机床执行机构产生热误差,从而影响机床的加工精度和使用效率。
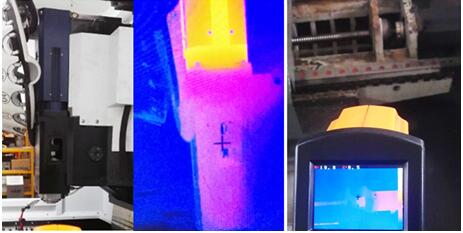
主轴单元红外热辐射图像 进给轴丝杠红外热辐射图像

数控机床热变形产生的机理
数控机床热误差补偿基本原理
在数控机床工作过程中,把实时采集机床温度、位置等信号采集到数控系统里面,再通过误差数学模型计算得出各运动轴的误差补偿量,数控系统根据误差补偿实时修正机床运动位置,提高机床加工稳定性及加工精度。
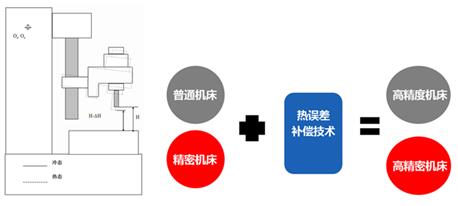
床在冷态和热态的区别
华中8型热误差补偿技术
华中8型数控系统将热误差补偿技术集成于数控系统内部,通过编制相应的宜人操作界面,将热误差补偿技术较好地应用于实际加工过程之中,减少热机时间,实现开机即可加工,提高机床利用率。
华中8型热误差补偿技术支持市场上最常用的Pt100和KTY84两种型号的温度传感器,实现实时温度检测,测量准确度达到±0.5%,温度测量范围达到-40℃~240℃,系统显示分辨率为0.1℃,有效的减少了冷热机时间,保证了加工精度的稳定性。

热误差补偿技术基本原理结构图
在补偿过程中,PLC运算得到补偿值输入数控系统后,对预先输入系统中的数控加工程序中外部机械原点按补偿值进行偏移,从而使误差获得补偿。当机床开机即开启温度误差补偿线程,温度实时补偿每隔2min便读取一次温度(可以通过读数周期参数来实现补偿周期的调整),根据读取的温度值,通过PLC运算算出热误差值,使外部机械原点发生偏移,从而实现热误差的在线实时补偿。

华中8型系统热误差补偿界面
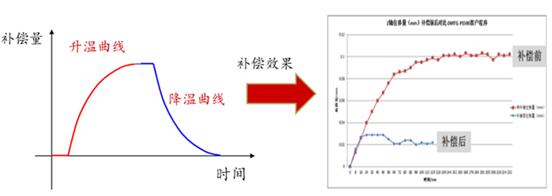
热机阶段和冷机阶段,丝杠变形曲线不一致,因此对升温曲线和降温曲线采用不同的补偿数据,提高机床整体补偿精度。
实际应用情况
(1)广东中山市捷程数控机床有限公司在运用华中8型热误差技术后,实际加工精度从1.5µm提高到1µm,加工精度提升约30%。

捷程A366精密双头走心机
(2)宝鸡CMV850加工中心开启热补偿技术后,通过验证,补偿后的误差控制在6µm以内。

(3)山东威达重工有限公司在运用华中8型热误差技术后,测试各项补偿结果重复定位精度为X:1.5µm,Y:1.5µm,Z:3µm。

(4)湖北毅兴机床有限公司毅兴V8加工中心补偿结果:
Z轴升温补偿前:升温补偿前最大误差371.4µm(丝杠温度是1.2-23.4℃)。
Z轴升温补偿后:补偿后最大误差45µm(丝杠温度是1.6-23.4℃)。
(华中数控股份有限公司)
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

