



基于华中车削数控系统的螺纹加工技术研究
2023-9-21 来源:武汉交通职业学院 作者:宋艳丽
摘要:螺纹加工是车削加工的重要加工方式,也是产品加工过程中使用频次最高和最容易出问题的环节。如果螺纹退尾参数设置不正确,可能会导致零件退尾痕迹不美观,影响加工质量。通过正确使用螺纹加工 G 代码,运用退尾极限计算公式,分析X轴加速度与退刀角度的关系,能有效解决螺纹加工问题,保证产品稳定加工,为螺纹加工提供借鉴。
关键词:车削加工;螺纹加工;数控系统;退尾参数;G 代码;退尾极限
华中数控系统具有开放的程序使用环境,为完成各种加工工艺的需求可进行任意组合 [1]。螺纹加工指令延续了开放的使用环境,通过更改参数和 G 代码格式,可以实现不同形状、不同类型以及不同方式的螺纹类零件加工,从而满足客户的定制化需求,适配不同的使用环境,保证产品稳定高效生产,以便解决企业存在的相关问题。
1、螺纹常见情况
常用的螺纹指令包括 G32(单段螺纹)、G82(螺纹固定循环)以及 G76(螺纹复合循环)。其中,G82和 G76 根据常用的加工及使用习惯,将 G00 定位和G32 螺纹指令进行有序结合,实现了用简单指令完成复杂加工轨迹控制的功能。
工件从毛坯到加工出合格的螺纹必须经过多次切削 [2],分别如图 1 和图 2 所示。繁复的进退刀意味着操作工需要前期编写大量的单一指令 G 代码。根据螺纹指令的使用特点整合重复动作,提炼出具有固定轨迹的循环指令或更加复杂的复合循环指令,可以帮助编程者或操作者更加简便地操作机床。
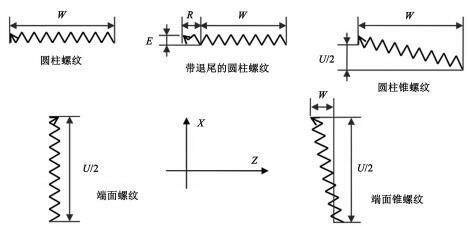
图 1 G32 单段螺纹加工轨迹
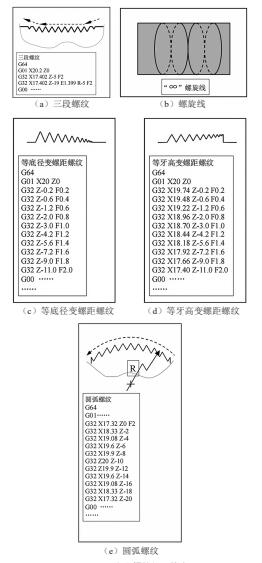
图 2 G32 多段螺纹加工轨迹
采用固定循环指令 G82 进行螺纹加工。当工件没有螺纹退刀槽时,为使螺杆具有更高的剪切强度和更好的美观效果,通常在螺纹加工结束段增加一段深度逐渐减小而螺距不变的退刀轨迹。为简化编程,进口系统设置一个螺纹退刀角度参数项 45°,即 X 平面和 Z 平面上退刀轨迹和长轴夹角为 45°。
2、解决方案
华中车削数控系统在使用 E、R 退尾时,由于操作者对机床特性理解不够,导致退尾痕迹不美观。下面将针对相关机械特性参数对螺纹收尾轨迹的影响进
行说明 。
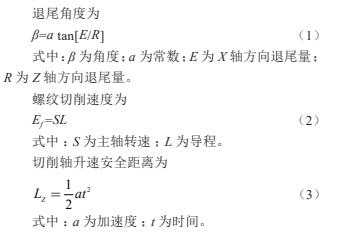
除了保证足够的安全起刀距离,螺纹切削结束后,也要保证足够的退刀距离。由于螺纹切削过程中需要保证螺纹导程的一致性,切削轴的进给速度会被主轴实际转速钳制 [4]。而执行退刀动作的进给轴,速度将从“0”或一个较低的速度加速到一个非常高的速度,保证退刀过程中螺纹导程连续一致 [5]。若切削轴剩下的退刀距离非常短,将会导致退刀轴的速度非常大。
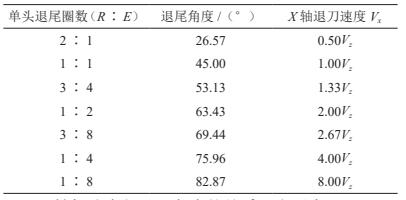
X 轴退刀角度与速度比例的计算公式为:
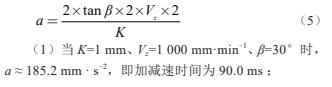
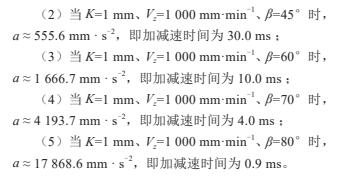
如图 3 所示,退刀进给轴除了需要更快的速度,还需要更高的加速性能,否则退尾轨迹会产生变形。下面给出加速度时间常数的计算公式,并将表 1 的参数代入公式进行计算。
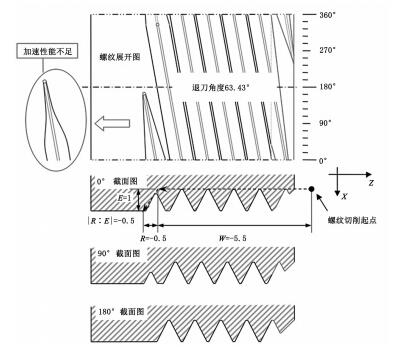
图 3 螺纹大角度退刀产生的轨迹和截面
表 1 螺纹退尾参数
X 轴加速度与退刀角度的关系可表示为
机床调试过程需要考虑机床的实际惯量和负载大小,不能一味缩短螺纹退尾,因为过高的加速度会导致丝杆、电机以及智能功率模块(Intelligent Power Module,IPM)的损坏。
3、结语
为分析螺纹加工缺陷产生的原因,运用华中车削数控系统进行零件车削实验探究,对螺纹退尾因素进行动态对比,得出结论 :如果要改善螺纹退尾效果,不仅需要提高退刀进给轴的速度和加速度,而且在满足螺纹加工质量的前提下,需根据机床性能给出合理加工参数,从而解决生产中零件成品问题。此项技术的研究可为螺纹加工中出现的类似问题提供借鉴。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

