


1. Transflex柔性制造系统
Transflex为我公司与瑞典MODIG公司合作开发设计的一款新型的由多主轴加工中心构成的柔性制造系统。Transflex拥有完美的自适应能力,其将工作单元和输送线融为一体,具有零换刀时间、多主轴高速加工和配以直线电动机驱动等优势。由于机床具有多进给轴、多动力主轴的联动插补功能,因此能够对汽车、航空等领域加工精度要求高、表面粗糙度质量要求好、轮廓形状复杂、多面多孔的零件,进行铣削、插补铣、钻孔、镗孔、铣螺纹及攻螺纹等多种工序的高效复合加工。Transflex在复合加工方面的卓越表现主要源自于以下核心技术。
(1)极高的生产效率和适应性:由于使用了无换刀时间等技术,所以设备运行中非加工时间被有效地降低,从而实现了高生产率。由于所有的主轴都有自己的刀库系统,所以每个主轴都可以满足不同加工方式的要求,实现了良好的适应性。通过快速锁紧定位装置将夹具定位,降低了工件夹具的换位时间。
(2)无换刀时间:在另一根主轴运行的同时,设备在后台完成换刀。在进入加工位置之前,主轴已达到所要求的速度。基于此原则,主轴加速、减速和换刀
时间将从循环时间中扣除。
(3)优化的多主轴系统:根据应用条件和客户要求来确定主轴的数量,最多可以安装10根主轴。针对所有主轴的用途,对其进行优化。主轴的加工范围包括攻螺纹、钻削、磨削、激光、铣削以及强力加工等。
(4)无工件重复夹紧:TransFlex 可以安装最多10个卧式或者立式主轴,同时配以最多可达5轴的工件定位系统,从而能够在大多数情况下,完成单个工件的多面加工。
(5)突出的动态性能,配以直线电动机。TransFlex具有高速度和高加速度,通过在X、Y和Z向上使用直线电动机,能够实现非常高的插补和定位公差。
(6)辅助时间短,设备可自动完成夹具的更换,同时可以在数秒内完成主轴上的整个刀盘更换,还可根据生产要求来确定每个刀盘上的刀具数量。
Transflex柔性制造系统机床整体外形和加工局部区域如图1、图2所示,主要适用于航空航天、军工及汽车等行业中小到中等规格的箱体类、壳体类及缸盖类等零件的加工。

图1 机床整体外形

图2 机床局部加工区域
2. HOUSING零件加工方案以 MAGNA 公 司 L G 的HOUSING零件为例,将整个加工及工艺过程详述如下。麦格纳缸壳规格为239mm×193mm×198mm,材料AlSi9Cu3,
加工部位有零件A基准面、G面、A '面、G '面和D面,其三维示意如图3所示。
图 3
工件以三等高基础面(X1、X 2、X 3)和两锥孔(2个R 1)定位液压夹紧,机床带第四轴回转,夹具如图4所示。

图 4
主轴选择及刀具分布如表1所示,8个独立主轴单元及其刀库按照工艺最优化的原则被排列在加工区域的两侧。'加工部位及其工艺节拍如下:
(1)A基准面。加工工步有铣平面、钻孔、铰孔、镗孔及攻螺纹等,加工部位如图5~图7所示,机加节拍如表2所示,得到A基准面切削时间为45.01s。
(2)G基准面。加工工步有铣平面、铣环槽、钻孔、扩孔、镗孔、背镗及攻螺纹等,加工部位如图8~图10所示,机加节拍如表3所示,得到G基准面切削时间
为42.87s。
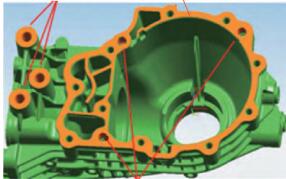
图5
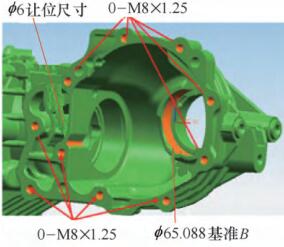
图6
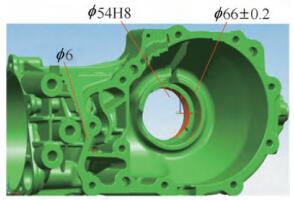
图7

图8
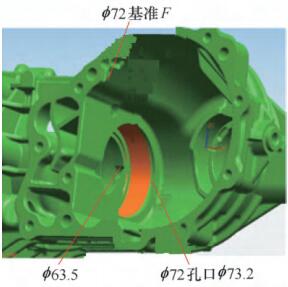
图9
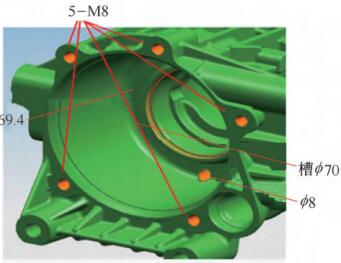
图10
表 1

表 2
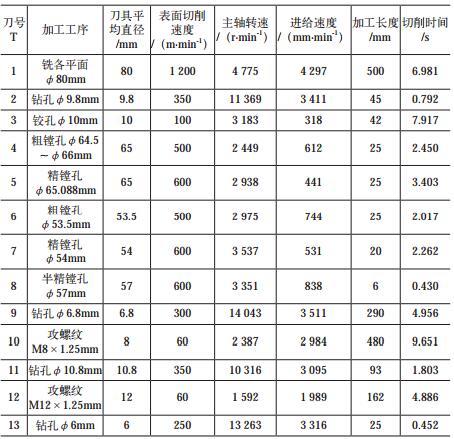
表 3

(3)A基准面背面——A′基准面。加工工步有铣平面、复合钻孔及攻螺纹等,加工部位如图11所示,机加节拍如表4所示,得到A'基准面切削时间为11.93s。
(4)G 基准面背面——G '基准面。加工工步有铣平面、套车、钻孔及攻螺纹等,加工部位如图12所示,机加节拍如表5所示,得到G'基准面切削时间为6.98s。
(5)D 基准面。加工工步有铣平面、套车、钻孔及攻螺纹等,加工部位如图13所示,机加节拍如表6所示,得到D基准面切削时间为1.32s。
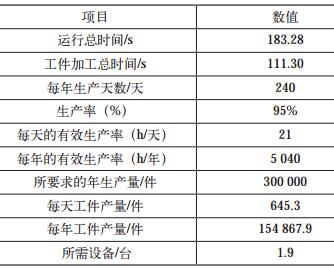
3. 零件加工时间分配及产能加工时,Transflex能实现快速定位,其主轴定位总时间是52.02s,装卸工件时间是20s,切削时间是111.3s,则加工总时间为183.28s。

图 11

图 12
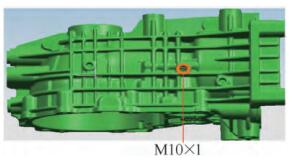
图 13
表4
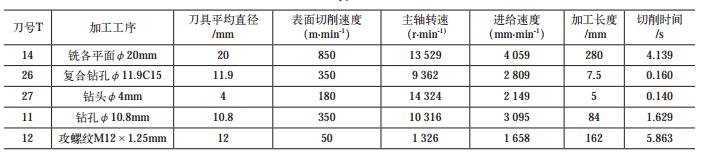
表5
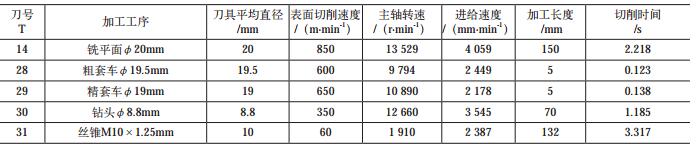
表6

零件加工时间分配及产能(假定年产30万件)分别如表7、表8所示。
表7 加工时间分配

表8 年产能
4. 结语
综上,2台Transflex设备即可完成年产30万件的任务,而且工件只需要一次装夹,在多道工序加工后的累计误差较小,明显提高了复杂工件的加工精度,减少了机床的台数和占地面积,简化了物料流,缩短了整个工艺流程,降低了工艺局限对产品设计的制约。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

