


某型数控镗铣床主轴部件的优化改进
2020-10-15 来源: 沈机集团昆明机床股份有限公司 作者:王勇 王全宝 田刘平 刘啸,万实
摘要:针对某型数控镗铣床主轴部件在松刀时出现的主轴轴向窜动问题进行分析,找到原因。 然后通过不同方案对比,优选出主轴松刀卸荷机构的方案,并对关键点进行了计算。 实践证明,这种主轴松刀卸荷机构解决了主轴轴向窜动问题,提高了机床的切削精度。
关键词:旋转精度;轴承寿命;卸荷机构;主轴轴向窜动
主轴部件是机床的重要部件之一,是机床的执行件。它的功能是支承并带动工件或刀具旋转进行切削, 主要承受切削力和驱动力等载荷。 主轴部件的工作性能直接影响着整台机床的性能和加工质量。 数控镗铣床主轴部件主要由主轴、主轴轴承、拉刀机构、松刀机构及传动件等组成[1]。
某型数控镗铣床主轴拉刀力 15 kN,松刀力 25 kN。 对多台该型号机床在主轴端面用百分表测量发现, 松刀时主轴轴向窜动了 0.05~0.08 mm, 这说明松刀时主轴部件在松刀力的作用下发生了变形。通过对该型号机床传统主轴部件结构分析发现,机床主轴松刀油缸施加的松刀力通过拉刀杆压缩碟形弹簧, 碟形弹簧力作用在主轴上,再通过主轴传到主轴轴承上,使主轴轴承承受了所有的松刀力。这么大的松刀力频繁作用在主轴轴承上,将会严重影响主轴的旋转精度,缩短主轴轴承寿命,甚至直接造成主轴轴承的损坏。
为了解决上述问题, 笔者对该机床主轴部件进行了优化设计。 在该型号机床传统主轴部件的基础上增加了主轴松刀卸荷机构, 将原本由主轴轴承承受的松刀力转移到了其它能够承受较大力的零件上,改善了主轴轴承的受力状况,解决了松刀时主轴轴向窜动量大的问题,延长了主轴轴承寿命,提高了主轴旋转精度的保持性,使机床性能更加稳定、可靠。
1 、改进前主轴部件的结构分析
图 1 所示为某型数控镗铣床改进前的主轴部件结构 图。轴承套 14 安装于机床滑枕上, 油缸座 7 固定安装于轴承套14 上,松刀油缸安装于油缸座 7 上。 该主轴部件的松刀过程为:液压油从松刀进油口进入到油腔 A 中,推动活塞 1 向 左移动,直至活塞 1 与 C 面接触,随着油腔 A 中油压逐步升高,活塞 1 通过压圈 3 和压块 2 向左推拉刀杆 5, 拉刀杆 5 通过螺母 4 压缩碟形弹簧 6 向左运动, 推动拉爪 11 到达松刀位置,松开刀具 13。 在整个松刀过程中,松刀油缸通过活塞 1 施加的松刀力克服碟形弹簧力, 压缩碟形弹簧, 碟形弹簧力通过垫圈 9 传递到主轴 12 上,这个力再通过螺母 8 作用于主轴轴承 10 上。
新的刀具装入主轴后, 液压油从拉刀进油口进入到油腔 B中,活塞 1 在油压和碟形弹簧力的作用下向右移动,同时拉刀杆机 械 设 计第 36 卷增刊 15 也在碟形弹簧力的作用下向右运动,拉动拉爪 11 退回到拉刀位置,拉紧刀具 13;此时油腔 B 中油压继续升高,活塞 1 在油压的作用下,退回到松刀油缸右极限位置,与 C 面分离。 在拉刀过程中,拉刀杆 5,拉爪 11 和刀具 13 受拉刀力的拉伸作用,主轴12 受拉刀力的压缩作用。
通过以上分析可以看出, 在主轴松刀时主轴轴承承受了所有的松刀力, 在使用机床进行切削加工时, 需要频繁的更换刀具,这将会严重影响主轴的旋转精度,缩短主轴轴承寿命,甚至
直接造成主轴轴承的损坏,影响机床的性能。
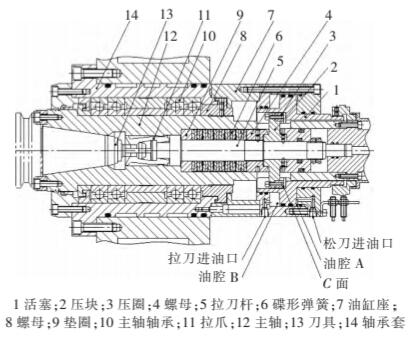
图 1 改进前主轴部件结构图
图 1 2 、改进方案的确定
通过对改进前主轴部件结构和内部零件在松刀、 拉刀时的受力情况进行分析,发现主轴在松刀时主轴轴向窜动 0.05~0.08mm 的主要原因是:松刀时,碟形弹簧力作用在主轴轴承上,主轴轴承受力变形引起了主轴轴向窜动。 为了改善主轴轴承的受力状况,在原主轴部件的基础上增加主轴松刀卸荷机构,将松刀力转移到其它能够承受较大力的零件上。方案一 :卸荷盘设计为齿状的松刀卸荷机 构[2], 如图 2所示。
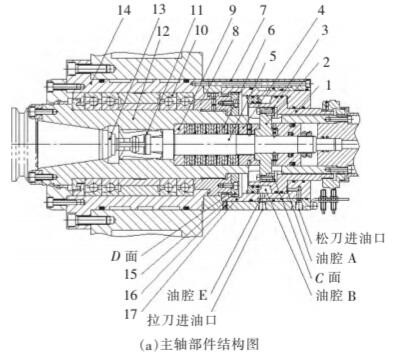
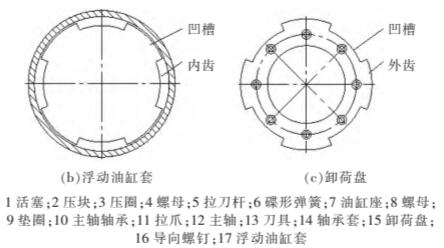
图 2 齿状卸荷盘卸荷机构主轴部件结构图
松刀时先进行主轴定向,使卸荷盘 15 上的外齿与浮动油缸套 17 上的内齿对正,然后液压油注入油腔 A 中,推动活塞 1 向左移动至与 C 面接触,在油压的作用下,浮动油缸套 17 向右移动至 D 面与卸荷盘 15 接触,此时油腔 A 中油压继续升高,达到松刀压力,活塞 1 向左推拉刀杆 5 松开刀具 13,浮动油缸套 17通过卸荷盘 15 向右拉主轴 12,这样主轴轴承 10 就不用再承受松刀力。拉刀时液压油注入油腔 B 和油腔 E 中,活塞 1 在油腔 B中油压和碟形弹簧力的作用下向右移动至图 2a 中的位置,拉刀杆 5 回退拉紧刀具 13; 浮动油缸套 17 在油腔 E 中油压的作用下向左移动至 2a 中的位置,使 D 面与卸荷盘脱开。
方案二:卸荷盘设计为圆盘状的松刀卸荷机构,如图 3 所示。
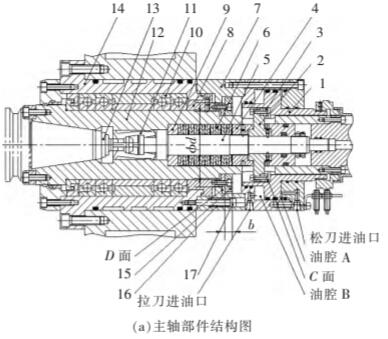
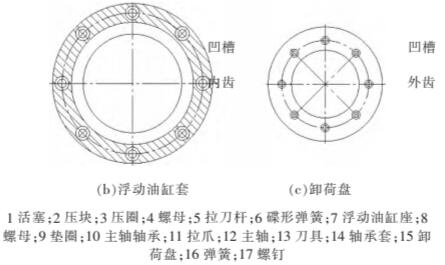
图 3 圆盘状卸荷盘卸荷机构主轴部件结构图
松刀时液压油注入油腔 A 中, 推动活塞 1 向左移动至与 C面接触,松刀油缸向右拉浮动油缸座 7,使 D 面与卸荷盘 15 接触,此时油压继续升高,达到松刀压力,活塞 1 向左推拉刀杆 5松开刀具 13,浮动油缸座 7 通过卸荷盘 15 向右拉主轴 12,使主轴轴承 10 不再承受松刀力。 拉刀时液压油注入油腔 B 中,活塞1在油压和碟形弹簧力的作用下向右移动至图 3a 中的位置,拉刀杆 5 回退拉紧刀具 13;浮动油缸座 7 在弹簧 16 的弹簧力作用下向左移动,最终压紧固定在轴承套 14 上,使 D 面与卸荷盘脱开。通过对比,方案二结构简单,零件容易加工、装配方便,不需要设置主轴定向检测装置,成本较低,因此选择方案二为最终方案。
3 、改进后主轴部件的结构分析
图 3 所示为改进后的主轴部件结构图。 轴承套 14 安装于机床滑枕上,浮动油缸座 7 通过螺钉 17 压缩弹簧 16,由弹簧力压紧安装于轴承套 14 上,松刀油缸安装于浮动油缸座 7 上,对原主轴部件上螺母 8 进行改进,在其右端面上安装卸荷盘 15。 改进后主轴部件的松刀过程为: 液压油从松刀进油口进入到油腔A 中,推动活塞 1 向左移动,直至活塞 1 与 C 面接触;随着油腔A 中压逐步升高, 由于压缩弹簧 16 所需的力远小于压缩碟形弹簧 6所需的力,因此松刀油缸在油压的作用下拉动浮动油缸座 7 克服弹簧 16 的弹簧力向右移动,直至浮动油缸座 7 上的 D 面与卸荷盘 15 的左端面接触,浮动油缸座 7 停止移动;此时油腔 A 中的油压继续升高,达到松刀压力,活塞 1 通过压圈 3 和压块 2 向左推拉刀杆 5,拉刀杆 5 通过螺母 4 压缩碟形弹簧 6 向左运动,推动拉爪 11 到达松刀位置,松开刀具 13。 在整个松刀过程中,力的传递过程是:碟形弹簧 6 右端通过螺母 4 向右推拉刀杆 5 的力通过压块 2 和压圈 3 作用在活塞 1 上,再通过油腔 A 中的压力油和松刀油缸传递到浮动油缸座 7 上,由于浮动油缸座 7 上的 D 面与卸荷盘 15 的左端面是接触的,所以力就传到了卸荷盘 15 上,最终通过螺母 8 向右拉主轴 12, 而碟形弹簧 6 左端向左的碟形弹簧力通过垫圈 9 向左推主轴 12。 这样,整个松刀力最终形成了拉伸主轴的拉力,保证了主轴轴承 10 不受松刀力的影响。
新的刀具装入主轴后,液压油从拉刀进油口进入到油腔 B 中,活塞 1 在油压和碟形弹簧力的作用下向右移动,同时拉刀杆5 也在碟形弹簧力的作用下向右运动, 拉动拉爪 11 退回到拉刀位置,拉
紧刀具 13;此时油腔 B 中油压继续升高,活塞 1 在油压的作用下,退回到松刀油缸右极限位置,同时浮动油缸座 7 在弹簧 16 的弹簧力作用下向左运动,直至与轴承套 14 结合,最终活塞 1 与 C 面分离,卸荷盘 15 与 D 面分离。 在这个过程中,拉刀杆 5,拉爪 11 和刀具 13 受拉刀力的拉伸作用,主轴 12 受拉刀力的压缩作用。
4 、卸荷盘的设计及螺钉规格的选用
主轴部件改进后,主轴松刀时卸荷盘承受了所有的松刀力,因此卸荷盘和其上的固定螺钉必须要有足够的强度, 以免松刀时发生损坏。
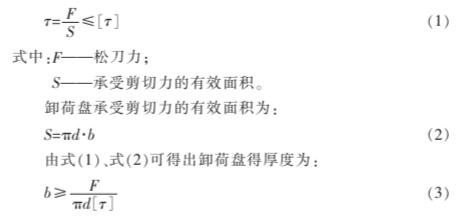
4.1 确定卸荷盘的厚度尺寸
图 3a 所示,浮动油缸座 7 的内孔直径为 准d,主轴松刀时卸荷盘 15 在直径为 准d的圆周上受松刀力的剪切作用。 这就要求卸荷盘在松刀时承受的剪应力 τ不得超过材料的许用剪应力[τ][4],即:
4.2 确定螺钉的规格
在圆周上均匀布置 8 颗螺钉将卸荷盘 15 固定连接在螺母8 上,主轴松刀时螺钉受松刀力的拉伸作用。 由螺钉的工作应力σ不得超过材料的许用应力[σ],可求得螺钉直径 d 的规格:

5 、验证
通过对多台改进主轴部件结构后的机床进行检测和实际验证,松刀时主轴轴向窜动量仅为 0.003 mm,与改进前的机床相比,主轴的窜动量明显减小,这说明主轴轴承的受力情况得到了巨大改善。 对多家用户进行回访,用户反馈:用带有主轴松刀卸荷机构的机床进行加工,零件表面光洁度高,切削性能稳定可靠。
6 、结语
实践证明, 这种带有松刀卸荷机构的主轴部件使主轴轴承除了承受切削力的作用外,不再承受其余外力的影响,提高了主轴轴承的寿命及其精度保持性, 使机床的工作性能更加稳定可靠。 故抛砖引玉,写出来与广大同行共享。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

