


数控双面对头镗铣床组合加工工艺研究
2021-12-1 来源: 兖矿东华重工有限公司煤机装备制造分公 作者: 陈清
摘要:本文针对数控双面对头镗铣床加工工艺进行优化,按照加工工艺要求,在加工过程中使用白钢刀进行镗孔加工,而使用白钢刀镗孔时镗杆的转速低,生产效率低;采用合金刀替代白钢刀进行镗孔,虽然加快了镗杆的转速,提高了生产效率,但其抗冲击能力差,针对上述问题,找出影响制造质量的关键因素,有针对性的对数控双面对头镗铣床镗杆结构进行优化,优化后的镗杆既能使用白钢刀同时也可以使用合金刀具,组合加工工艺的应用,在保证了结构件加工质量的同时,提高了生产效率。
关键词:液压支架;数控双面对头镗铣床;白钢刀;合金刀;镗杆优化;刀具组合
0 引言
液压支架是煤矿综采工作面使用的重要设备,是以高压液体为动力,由液压元件与金属构件组成的一种用来支撑顶板的设备,它不仅能实现支撑、切顶,而且还能使支架前移和推动输送机,支护性能好、强度高、移设速度快安全可靠等优点,可以配合刮板输送机的浅截式采煤机,组成回采工作面的综合机械化设备,该设备具有增加产量、提高效率、降低成本、安全生产、减轻工人笨重体力等劳动性能,为井下作业人员及设备提供了安全的作业空间,以保障井下作业人员的人身安全和各种设备的正常运转,确保现场生产的正常进行。数控双面对头镗铣床作为液压支架结构件制造必不可少的机电设备,在结构件镗孔过程中镗孔工具使用的均为白钢刀,该种刀具进给量大,但是镗出的零部件的光洁度不好,而且镗床的转速低,镗孔效率低,在液压支架的实际制造过程中结构件的尺寸大,这就要求组对前不允许预镗孔等工艺,而现在的加工工艺已经不能满足当前高端液压支架制造的需要。这就需要技术人员对数控双面对头镗铣床加工方法进行优化,在提高生产效率的同时,保证加工质量 。
1、现状分析
数控双面对头镗铣床的镗孔工艺使用白钢刀进行结构件整体镗孔,主轴刀具转速约为30~40r/min,转速低,且镗孔效率较低,结构件流转速度慢,影响结构件整体生产效率,也制约了公司液压支架制造向高端、大批量规模制造的前进步伐。
合金钢刀具因其独特的结构特性,主轴刀具转速可达 100r/min 以上,可有效提高镗床加工效率和镗孔光洁度,加快结构件工件流转速度,提升车间结构件制造效率。使用合金钢刀具虽然可以提高镗床主轴转速,但也因其结构特点决定了不适合在加工中有较大的进给量。根据现场生产实际使用情况,使用合金钢刀具在面对镗孔的实际作业情况时,存在着结构件需要镗的孔多是预割而不预镗的孔,不可避免的出现下料和组对后结构件的主筋与贴板孔的中心存在偏差的情况,这时只能使用合金钢刀具一点一点地对刀镗孔,增加了镗孔时对刀的次数和镗孔的次数,降低了镗孔效率,同时也增加了合金钢刀具因刀片受冲击而导致破碎的可能性;如若待镗孔处存在氧化皮、割瘤等影响表面光洁度的缺陷,在镗孔过程中使用合金钢刀具粗镗时,也有可能造成合金刀片损坏的可能性;由于液压支架的结构件整体焊接量较大,个别的结构件有可能存在轻微的焊接变形,再加上由于镗床主轴在镗孔时的伸长所产生的挠颤,也有可能损坏刀片或降低镗孔效率,在使用合金刀具镗孔的过程中,由于合金刀具转速高,完全使用合金刀具镗孔无法满足车间实际生产需求,迫切需要技术人员和设备操作人员针对上述问题进行现场技术论证,并结合加工现场的实际对数控双面对头镗铣床的加工工艺进行优化。
2、组合加工工艺研究
组合加工工艺通过对数控双面对头镗铣床镗杆优化和刀具组合工艺优化,实际运用后,实现生产效率的提高,保证了高端液压支架的质量,可以解决实际加工的工艺问题。
2.1 数控双面对头镗铣床镗杆优化
在液压支架制造过程中,数控双面对头镗铣床加工的工艺里没有使用过合金钢刀具进行镗孔,现有镗床的镗杆无法实现合金钢刀具装夹。结合液压支架制造需要,查阅相关资料,经过技术人员现场技术论证后,重新对镗床的镗杆结构进行优化,设计制造出可以实现两种刀具都可运用的新镗杆,以满足现场加工的需要。根据白钢刀和合金刀的结构特点,对原有镗杆进行优化,设计制作出新的可以同时适用合金刀和白钢刀的镗杆。优化后,镗杆设计重量和直径远远小于原有的镗杆,新镗杆采用 40Cr 材质,经过加热调质处理后精加工制作而成,同时满足合金钢刀和白钢刀的使用要求,适合以后在加工技术推广中的应用 。镗杆结构如图 1 所示。
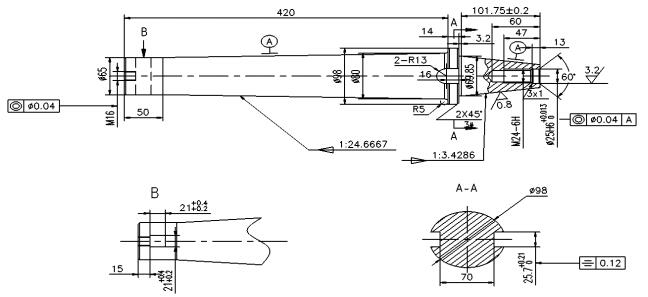
图 1 镗杆结构示意图
2.2 刀具组合工艺优化
结合液压支架制造需要,查阅相关资料,经过技术人员现场技术论证后,优化了镗床的镗杆,使用镗杆的转速快,使用光洁度好的合金钢刀具进行镗孔。但在实际使用过程中,也出现了不少问题。因此,需要结合现场加工需要,经过现场技术人员与现场操作人员讨论,查阅相关资料,结合技术论证及现场生产需要,提出白钢刀 + 合金刀的组合新工艺来完成液压支架的镗孔任务以达到高端液压支架加工的需要。高端液压支架的镗孔余量一般设计都为 15mm 以上,普通结构件镗孔余量一般设计为 10mm 以上,这些余量足以保证现场加工中出现不良情况时,仍然能够保证镗出工艺要求的孔尺寸。但这些余量必然会造成合金刀具镗孔的遍数的增加,并且不断对刀造成生产效率的下降。因此,制定以下两种刀具组合
使用的方法,优化镗孔工艺:首先利用白钢刀吃刀量大的特点,使用白钢刀进行结构件得粗镗孔,提升一次镗削量,消除损坏合金刀片的危险因素,在粗镗孔的工艺中,要求粗镗后必须留出 1-2mm的加工余量,便于随后用合金刀具进行精镗孔;在精镗孔时,充分利用合金刀加工效率高、加工出的孔表面光洁度好的特点,使用合金刀进行精镗孔,为了达到保证孔的尺寸及工艺要求,必须进行 2 遍以上的精镗孔,以满足高端液压支架的加工需要 。
3、结论
高端液压支架制造过程中,通过优化镗杆,并在实际镗孔过程中充分应用白钢刀 + 合金刀组合新工艺,大大的提高了数控双面对头镗铣床的镗孔效率,加快液压支架结构件工件的在制造过程中的流转效率,降低了工人的劳动强度,提高了生产效率。通过使用两种刀具组合镗孔,避免了合金刀具损坏,提高了镗孔效率,保证了结构件的表面光洁度,提高液压支架的整体质量和组装效率,同时减少了液压支架结构件外协镗孔的加工数量,节约了外协费用。通过数控双面对头镗铣床组合加工方法的使用,提高了液压支架结构件的镗铣质量,使液压支架组装的质量更高,更加适用于高端液压支架的规模化生产,具有较大的推广价值。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

