


摘要: 导轮是电火花线切割机上电极丝的导正装置,是容易磨损的组件,它运行的稳定性直接影响线切割加工质量。从导轮的结构和加工环境两方面,分析了导轮产生磨损的原因,并给出其磨损程度的判断方法,为切割机正常工作及维护提供了有益参考。
在DK77 系列电火花线切割设备中,电极丝的走丝方式是电极丝从往复运转的储丝筒输出经过上线架、上主导轮、上喷丝嘴、下喷丝嘴、下主导轮、下线架,最后回到储丝筒,完成一次走丝[1]。而电极丝在放电加工区域的定位是靠上、下线架端部上的导轮组件确定的,加工过程中电极丝在导轮槽内做轴向和径向的“动态”位移,导轮运行状态决定电极丝工作的稳定性,影响零件的加工精度。及时判断导轮组件的磨损故障是维持电火花线切割加工中的一个重要环节。
1 、导轮的作用及组件结构
在DK77 系列快走丝机床中,丝架与走丝机构组成了电极丝的运动系统,导轮组件作为丝架上的运动部,其主要作用是支撑运动中的电极丝,并使电极丝工作部分与工作台平面保持一定的几何角度。导轮组件由V 型导轮、导轮座、导轮轴承、压紧螺母、调节螺母等组成。一般导轮运动组合结构有三种: 悬臂支承结构、双支承结构和双轴尖支承结构[2]。目前大多数的DK77 系列电火花线切割机都采用双支撑结构。这种结构导轮两端采用轴承支撑,刚性好、运转平稳且不易发生变形和跳动,如图1 所示。
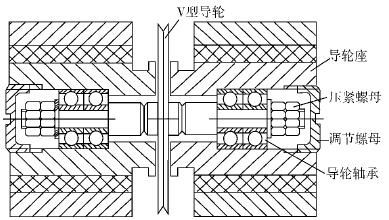
图1 双支承导轮组件
2 、导轮组件磨损原因分析
导轮组件作为运动部件在高速运转( 大约6 000 ~ 8 000 r /min) 时,其加工环境、对象、加工时的特殊处理等要求,都是引起导轮组件磨损失效的因素。对其磨损可从导轮槽和导轮轴承的磨损两方面来分析。
2. 1 导轮槽的磨损
图2 为导轮构件图,由图中导轮槽局部放大图K 可见,导轮槽底为一圆弧半径。电极丝在运动中是紧贴圆弧运动,当电极丝在主、副导轮间高速运动轨迹不是一条直线时,电极丝就会与导轮圆弧底点形成一个夹角使导轮圆弧槽被磨损为不规则的圆弧。导致这种磨损的原因通常是电极丝松紧不一,运动中的电极丝便会在导轮槽内窜动,造成导轮槽的磨损。加工零件形状不同对导轮的磨损,例如锥度零件的切割,因为电火花线切割加工锥度零件是靠上丝架锥度盘或下丝架锥度盘带动上、下主动轮作位移引导电极丝的轨迹切割,锥度盘增加了的U、V 轴向,且与X、Y 轴联动,构成了上下两个平面的协调运动,实现锥度的加工。图3 为上丝架锥度盘加工方式中上导轮的U、V 方向的平移简图,该加工方式是下丝架的导轮不动,上丝架的导轮在锥度盘的控制下作U、V 方向的移动,当导轮在U、V 方向做左右方向平移时,U 平移距越大,角度α 的变化就越大,电极丝也会随着角度的变化偏向导轮的一个侧面,导致导轮槽不规则的磨损[3]。而且如果长时间加工此类零件,磨损将更为严重。所以通常在加工完锥度零件后一定要检查和更换导轮部件。
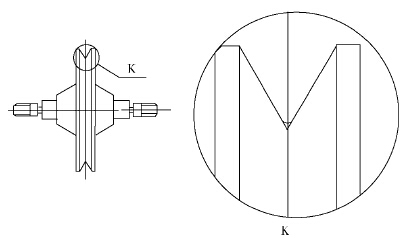
图2 导轮构件图
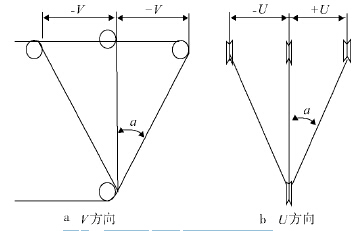
图3 上导轮V、U 方向平移简图
2. 2 导轮轴承磨损失效的原因
DK77 系列电火花线切割机床的导轮轴承通常使用2D 级623、624、625 这三种规格。其磨损的主要原因有三种,一是装配时轴承的游离间隙不合适,游隙的大小对轴承的回转精度、受载、寿命、效率、噪声等都有很大影响。游隙过大,则轴承的旋转精度降低,噪声增大; 游隙过小,则由于轴的热膨胀使轴承受载加大,寿命缩短,效率降低。其二是轴承工作时有污水进入,工作中导轮轴和轴承内圈一起作高速运转,加工过程中的金属蚀除物随着工作液沿着电极的高速运转进入了导轮组件,导轮组件每分钟达到几千转。这些进入的金属蚀除物微粒相当于磨料,在其作用下轴承将迅速磨损,轴承的间隙增大; 使得依靠轴承定位的导轮在高速运转下发生跳动,导致导轮的轴向蹿动和径向跳动加大,大大降低了电极丝空间位置的精度及稳定性,最终使得依靠导轮定位的电极丝空间状态不稳定,影响切割效果,同时也加速了导轮组件的磨损失效。其三是轴承和导轮带电做了高频电源的放电通道,流经的电流造成了轴承的严重腐蚀,此种现象是由于冷却液中含有的大量金属微粒在导轮的高速运转时将污水甩进了轴承中,同时进电系统漏电导致了轴承和导轮在带电电极的流经下成了高频电源的放电通道,从而造成轴承的腐蚀。
3、 导轮磨损的判断方法
正确判断导轮的磨损程度能给加工的精度提供很好的保障。在生产实践中通常是从工件质量和加工过程中的故障现象两方面来排查判断导轮的磨损。工件质量差与导轮磨损相关联的主要表象有三种。
1) 工件上、下面与周边垂直度差。造成这种误差的原因主要是电极丝不垂直。电极丝与被加工零件在加工位置上是相对垂直的,当导轮磨损过大,电极丝的同一轴线变量太大就会导致加工出的零件带斜度。排查检查电极丝是否垂直,多采用校正尺或校正杯测量位于线架前端的上、下两个主导轮之间的电极丝与被加工零件是否垂直。如测得垂直度有微小( 1 ~ 3 m) 误差时,可以通过调节导轮座的轴向或径向位置达到垂直的目的。如误差过大,说明导轮已磨损很严重,就必须更换。
2) 加工精度差。造成加工精度差的因素有很多,导轮磨损而引起的走丝机构问题导致的精度差主要
体现在形状尺寸上,如加工圆柱体的截面呈椭圆形,零件图形X 向尺寸小于Y 向尺寸,且小于设计尺寸,
其原因一定是导轮组件磨损后造成的径向跳动,当导轮作旋转运动时,电极丝就在半径方向上跳动,造成X、Y 方向长、短轴。
3) 工件表面质量不好。由于导轮组件而产生的工件表面粗糙度差的直接表征就是机械纹,其原因是
电极丝在导轮槽内产生位移或导轮产生了总体位移而导致电极丝空间位置发生变化[4]。由此可见导轮
槽或导轮轴承的磨损都会造成加工的误差,通常采用更换导轮组件来解决问题。根据加工过程中的故障
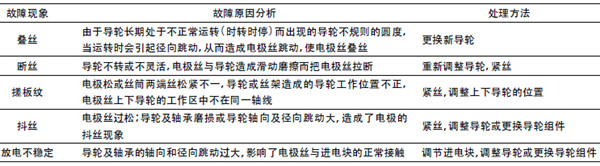
现象判断导轮磨损的方法如表1 所示。
表1 故障现象、原因及处理方法
在处理故障时,要遵循操作的规范性,紧丝一定要用专用的紧丝轮,不得使用不恰当的工具。要注意导轮和轴承安装的正确性,在安装前,先将丝架上的安装孔清洗干净,同时将导轮和轴承、轴承座、螺母、压紧螺母及调节螺母放在洁净的煤油里认真清洗,在保持安装工具和手都很干净的情况下,先向轴承和轴承座内涂低温润滑脂,然后将轴承和导轮分别压入安装孔,以适当的力拧入导轮两端的螺母,检查调整导轮位置时是否轻松自如( 这点非常重要,它说明轴承的工作状态是否正常) ,再拧紧两端的压紧螺母( 不宜大力,以能限制轴承座窜位为宜) ,在整个过程中无需任何敲砸就能安装。此外,要保持导轮运转平稳自如,始终有润滑脂填充轴承的运转空间,要注意导轮套的绝缘洁净有效,要保证导轮运转的灵活自如,不应有任何的卡阻。这些都是导轮和轴承能长时间平稳运转的必备条件。
4、 结论
文章通过对导轮组件磨损原因的分析,总结出了导轮组件磨损的判断方法,并针对零件的加工质量和加工过程中的故障现象给出相应的解决措施,可为设备正常运转、提高零件加工质量提供参考。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

