


电火花线切割电参数对crl2MoV材料去除率与表面粗糙度的影响
2017-1-22 来源:太原理工大学机械工程学院 作者:殷静凯,李文斌
摘要:Crl2MoV作为通用的模具钢,电火花线切割加工工艺参数是影响其材料去除率与表面粗糙度的主要因素。通过改变电火花线切割的电参数,对加工crl2MoV的性能指标进行研究。结果表明:随着脉宽时间的增加,材料去除率增加,但同时表面粗糙度也增加;峰值电流对材料去除率和表面粗糙度的影响规律同脉宽时间一样;脉间时间增加时,材料去除率减小,但对表面粗糙度的影响不显著且脉间时间为25斗s时其达到最小;间隙电压增加时,表面粗糙度减小,对材料去除率的影响较小。
关键词:Crl2MoV;电火花线切割加工;电参数;材料去除率;表面粗糙度
0.前言
电火花线切割加工(wire cut Electrical DischargeMachining,wEDM)作为现代工业一种重要的加工方式,与传统加工方式相比具有突出优势,它不是依靠切削力来去除材料,加工过程不与工件接触,所以它可以加工任何硬度、强度、韧性、脆性的金属。基于此性质,电火花线切割加工广泛地应用于模具行业。电火花线切割的出现满足了模具制造的要求,从而带动了制造业的发展。Crl2MoV,冷作模具钢,此材料具有较好的耐磨性、淬透性、淬硬性、强韧性、热稳定性、抗压强度,综台性能优良和广泛的适应性,用于制造冷作模具。为了提高模具成型精度,避免热加工对模具零件的影响,线切割加工往往安排在模具热处理后进行。而crl2MoV经过热处理后硬度大于等于HRc60,利用传统切削方式加工很困难,且对刀具损害较大,故综合电火花线切割的优势,选择利用其加工Crl2MoV钢。许多学者已经对利用线切割加工crl2MoV进行了研究,朱繁康等旧1对crl2MoV钢冲模利用线切割加工时的开裂失效进行了分析,并进行了工艺的改进。吴光辉进行了Crl2MoV基于线切割的热处理工艺研究,通过一系列实验得出了Crl2MoV在经过改进的热处理工艺处理后,利用线切割对其进行加工能够得到更好的加工精度。同时,关于电火花线切割的工艺参数对加工过程影响的文章也有涉及,冯巧波等p’以DK7625P慢走丝电火花线切割机床为平台,以40Cr为实验材料进行研究,得出了放电脉宽时间、伺服速度、伺服基准电压、电极丝张力和电极丝速度等参数对加工精度的影响。戴士杰等H1研究了电火花
线切割机床的电参数与非电参数对加工工艺指标的影响并提出了改进措施。但关于电火花线切割的工艺参数对于加工crl2MoV时性能指标的影响研究鲜有报道。鉴于此,本文作者采用控制单因素变量法,通过探讨脉宽时间ON、脉间时间OFF、峰值电流IP和间隙电压sV等电火花线切割加工的电参数¨o对加工Crl2MoV钢材料去除率与表面粗糙度的影响,改善电火花线切割对crl2MoV的加工性能,从而为生产实践提供理论依据。
1.实验设备及方法
文中次实验的平台是北京阿奇夏米尔公司AcrI'sPARK Fw-1型数控高速走丝电火花线切割机床,电极丝采用咖0.18 mm的钼丝,实验材料为经过热处理的crl2MoV钢,厚度为20 mm、工作液为12%线切割乳化液,研究的电参数为脉宽时间0N、脉间时间0FF、峰值电流IP和间隙电压SV。其中脉宽时间的真实放电时间等于(ON+1)斗s,脉间时间的真实间隔时间等于(OFF+1)×5斗s。文中考察的时间与加工表面积比值计算,表面粗糙度通过TR200手持式粗糙度仪进行测量。文中采用控制单因素变量法,即改变某一参数来研究该参数对两项性能指标的影响,通过将每个参数从小到大分4个数值进行研究,记录数据,并绘制相应图表以直观分析。
2.实验结果与分析
2.1 脉宽时间ON的影响
脉宽时间是脉冲电流持续的时间,决定单个脉冲能量大小的因素之一旧1。通过改变脉宽时间的数值(7、8、9、10“s),在每一数值下进行加工,研究不同的脉宽时间对材料去除率与表面粗糙度的影响。脉两项性能指标,材料去除率利用机床系统记录的加工宽时间作为单一变量时,实验结果如表1。
表1脉宽时间变化的影响

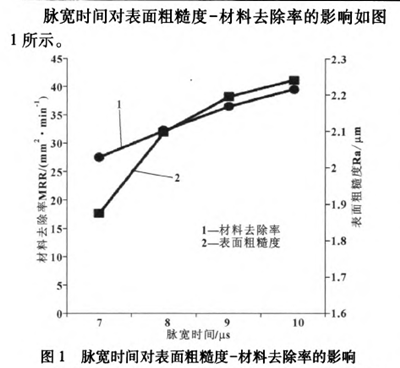
从图1中可以看出,随着脉宽时间的增加,材料去除率增加,但同时表面粗糙度也增加。电火花线切割加工是利用电极丝做电极,对工件进行放电,来蚀除金属,切割成形的。随着脉宽时间的增加,放电能量增加,加工速度提高的同时,放电凹坑增大,表面质量下降。故必须在满足加工精度的基础上调高脉宽时间来提高加工速度,同时也不能只考虑加工速度而无限的增加脉宽时问,因为过大的脉宽时间会使得蚀除物来不及排除,严重时甚至会引起断丝,影响加工效率和表面质量。
2.2脉间时间OFF的影响
脉间时间作为对线切割加工性能影响的重要电参数,脉间时间影响极间的消电离。通过改变脉间时间(20、25、30、35斗s),以此研究它的作用规律,同脉宽时间一样,表2为将脉问时间作为单一变量得到的实验结果。图2所示为脉间时间对表面粗糙度一材料去除率的影响。
表2脉间时间变化的影响
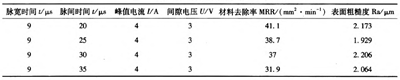
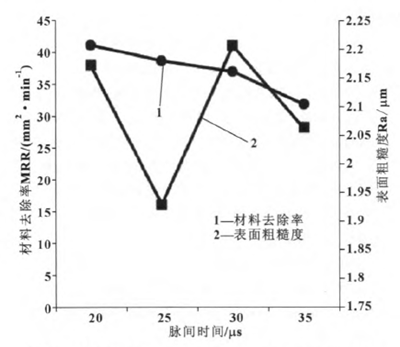
图2脉间时间对表面粗糙度一材料去除率的影响
由图可知,脉间时间减小时平均电流增大,切割速度加快,但是脉问时间不能太小,以免引起电弧和断丝"]。随着脉间时间的增大,材料去除率减小,这是因为单位时间内放电次数减少影响加工速度。而表面粗糙度呈现先下降后上升的趋势,当脉间时间为25灿s时其达到最小。说明脉间时间过大或过小都会影响表面粗糙度,当脉间时间太小,来不及消电离导致加工不稳定;相反脉间时间增大会造成加工质量的下降,还有可能造成短路。
2.3峰值电流IP的影响
峰值电流也是决定单个脉冲能量大小的因素之一,峰值电流对材料去除率和表面粗糙度的影响都很大。如表3是峰值电流作为单一变量(2、3、4、5A)得到的实验结果。
表3峰值电流变化的影响

图3为峰值电流对表面粗糙度一材料去除率的影响曲线
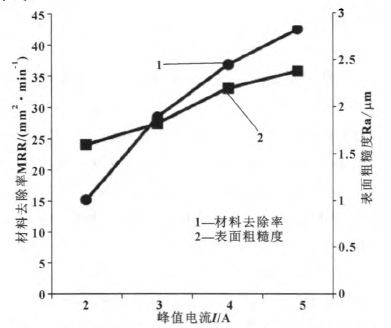
图3峰值电流对表面粗糙度一材料去除率的影响
由图可知,峰值电流与脉宽时间对加工的影响很相似,随着峰值电流的增大,材料去除率相应提高,这是因为峰值电流的增加同样增大了单个脉冲的能量,而使材料的蚀除速度加快。但是峰值电流不能过大,峰值电流过大就会使加工过程中产生的电腐蚀产物体积变大,无法顺利排出,使加工不稳定,甚至会引起断丝。随着峰值电流的增加,放电能量的增强,表面粗糙度也会增大。
2.4 间隙电压SV的影响
间隙电压是电极丝与工件之间的加工电压,间隙电压可引起加工间隙的改变,随着间隙电压的提高会增大加工间隙,有利于排屑。如表4,控制间隙电压为单一变量(2、3、4、5 V),得到材料去除率和表面粗糙度变化的数据。
表4间隙电压变化的影响

如图4所示,随着间隙电压增加,材料去除率变化很小,间隙电压对于加工速度的影响是有限的,但当间隙电压为3 V时,材料去除率达到最大。间隙电压取值过小,会造成放电间隙小,排屑不畅,易短路;反之,使空载脉冲增多,会影响加工速度。同样间隙电压对于表面粗糙度的影响也很小,但总体呈下降趋势。间隙电压的增加会提高加工的稳定性,所以随着间隙电压的增加,表面粗糙度减小,一定程度地提高了表面加工质量。
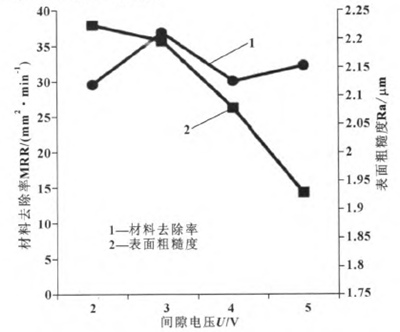
图4间隙电压对表面粗糙度一材料去除率的影响
3.结束语
材料去除率和表面粗糙度是电火花线切割加工性能的重要指标哺j,同时是一对矛盾的指标一1,脉宽时间和峰值电流是影响两项指标的重要参数,脉间时间和间隙电压的作用同样不可忽视。文中的目的是通过研究各个电参数对这两项性能指标的影响规律,为电火花线切割高效加工crl2MoV的深入研究提供理论依据,从而指导实际生产,根据实际生产的需要来选取加工参数。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

