


微小孔特种加工技术研究现状及展望
2017-8-4 来源:上海交通大学机械系统与振动国家重点实验室 作者:高 飞, 顾 琳
摘要:近年来微小孔结构在航空航天零部件上的应用越来越广泛,对微小孔的特种加工方法的进展情况进行了综述,总结了每种加工方法的主要特点,并对当前微小孔特种加工技术存在的问题及未来发展趋势进行了总结和展望。
关键词:微小孔;特种加工;复合加工
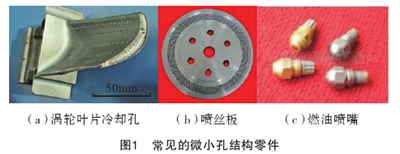
近年来,航空航天及汽车、化工等产品对微小孔结构(通常将 0.3mm 以下的孔称为微孔,0.3~1mm 的孔称为小孔[1])的加工需求日益增加,典型的有发动机燃油喷嘴、涡轮叶片冷却孔、化纤喷丝板上的异型孔及陀螺仪上的微孔等[2-3](图 1)。这些微小孔往往具有大深径比、材料强度高等特点。而特种加工技术被认为是目前实现微小孔加工的重要手段之一。
微小孔的特种加工方法目前主要有电火花加工(EDM)、电化学加工(ECM)、超声加工(USM)、激光加工(LM)等。其主要特点是利用电能、热能、光能、电化学能以及特殊机械能中的一种实现工件材料的去除。此外,还有将两种或两种以上的加工方法进行复合来实现微小孔的加工方法,统称为复合加工。
本文对微小孔的几种主要特种加工方法进行介绍,并结合目前微小孔加工中的热点学术问题(如效率、深径比、加工精度及难加工材料等)对近年来的文献进行分析,最后对未来微小孔加工技术的发展进行展望。
1.电火花微小孔加工
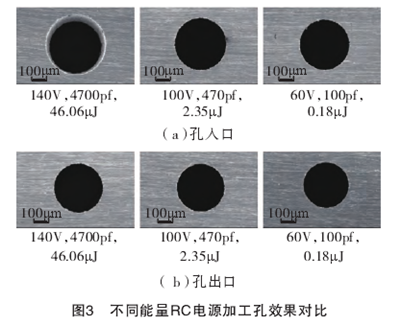
目前为止,电火花加工仍然是加工微小孔的首选方法。但是电火花加工微小孔面临如下问题:(1)加工大深径比的微小孔时,电蚀产物难以有效排出且加工效率低;(2)受加工机理的限制,难以加工非导电材料;(3)加工孔精度(锥度、表面质量)的控制;(4)研制精度更高、功能更强大的电火花微小孔加工设备。针对上述问题,国内外学者进行了广泛的研究并取得了如下成果。1.1 电蚀产物排出效果的改善通常,采用电极旋转及外冲液可以在一定程度上改善电蚀产物的排出,但随着加工深度的增加,这两种方法不能从根本上解决问题。Yan 等[4]采用削边电极配合旋转,显著减少了电蚀产物在加工间隙的沉积。Yu等[5]通过引入工件平动,使用钨电极在不锈钢上加工出了深径比为 18 的异形孔。以上方法有效地改善了电蚀产物在放电间隙的沉积,减少了有害放电次数,同时提
密五轴机床仍不对中国销售。国内的上海交通大学、哈尔滨工业大学等单位均自行研制出了具有自主知识产权的微细电加工机床,某些技术指标与国外同类型产品相当,在一定程度上解决了微小孔甚至微小三维结构的加工难题。蒋毅等[14]设计了集成清扫脉冲回路的脉冲电源,提高积聚在加工区域中的加工屑的去除效果,并加工出了直径 150μm,深径比达 22 的盲孔。清华大学佟浩等[15]设计了一种专用的电极丝推摆机构模块解决燃油喷嘴上的倒锥形微小孔的加工问题。
2.电化学微小孔加工
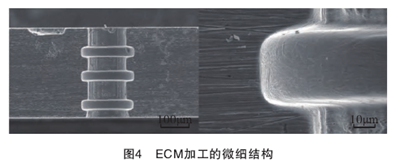
微细电化学加工(Micro Electro Chemical Machining,μECM)可以加工任何导电材料且孔边无毛刺和飞边。与电火花加工相比,μECM 的材料去除率更高且表面质量较好,可达到 Ra= 0.2~0.8μm[16-17]。但是电化学加工存在定域性、杂散腐蚀和对环境不友好等问题,在一定程度上限制了其应用范围。Chan 等[18]利用特殊的盘形微电极,实现了具有复杂内部结构的微孔加工(图 4)。为提高加工的定域性,刘改红等[19]采用旋涂法使电极侧面绝缘,有效减小了孔的锥度。刘壮等[20]利用直线电机进行阶跃式进给,改善了电蚀产物排出效果,提高了加工精度。陈伟等[21]利用微细锥形电极制备了直径约 200μm、深 0.5mm 的通孔,发现锥形电极可以提高微小孔电解加工定域性。黄绍服等[22]采用工具阴极高速旋转进行了电化学加工小孔试验,结果表明高速旋转电极可以在其表面形成绝缘气膜,有助于减小表面粗糙度和杂散腐蚀区域。
3.超声微小孔加工
超声加工能够加工非导电硬脆材料且加工的表面质量较好,但效率较低。此外,加工中工具的损耗较快,容易影响微小孔的加工精度。为了提高微小孔的超声加工精度,贾宝贤等[23]分析了工具的动态压杆稳定性,选择合适的工具夹持长度,加工出了直径 13μm 的微小孔。安成明等[24]采用恒定压力进给方式,利用自行研发的设备在单晶硅表面分别加工出了直径 18μm 的圆孔和 28μm×28μm 的方孔Nath 等[25]发现磨粒对材料的去除不仅会在工具的端面发生,在工具的侧壁与工件之间也会发生去除,此外,采用较小粒度的磨粒可以改善入口崩边。
4.激光微小孔加工
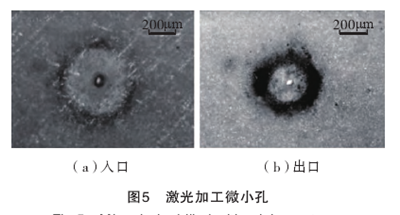
激光加工是利用激光束的热效应在极短时间内将材料加热至蒸发实现材料的蚀除,其加工效率较高、对环境友好且加工能力与材料的力学性能无关。采用激光打孔可进行深径比大于 50 的深孔加工。但激光加工设备较昂贵,且孔的加工精度不高,另外只适合在薄板上打孔。Kuar 等[26]利用脉冲 Nd:YAG 激光在氧化锆陶瓷表面加工出微小孔,热影响区厚度仅为 0.0675 mm(图5)。德国德马吉公司(DMG)的 DML 系列激光加工中心可以打出最小直径 5μm、深 20mm 的微孔[27]。在西方发达国家,激光打孔技术被认为是最有希望的微小孔加工技术,发展前景良好[16]。
5.复合加工微小孔技术
目前用于微小孔加工的复合加工方法如表 1 所示。通过将两种或两种以上的加工方法进行组合[16],可扬长避短,取得更好的加工效果,因此复合加工是目前实现难加工材料的微小孔加工及提高加工深径比的一个重要方向。
表1 用于微小孔的复合特种加工技术

5.1 超声辅助电火花加工
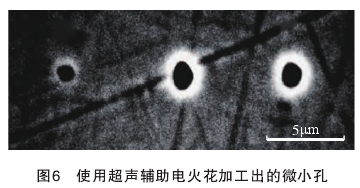
超声辅助电火花加工技术通过引入超声振动,使得极间的冲液条件大大改善,很好地解决了电火花加工中电蚀产物排除困难的难题[27],因此是目前得到较多应用的复合加工技术方法。Kai 等[28]利用超小电极以及超声振动辅助技术,在黄铜和锌表面打出直径为 1μm 的孔(图 6)。
5.2 电化学放电加工
电化学放电加工(ECDM)的基本原理是利用电解液在电极表面的电化学反应而在工件表面形成绝缘气膜,进而产生火花放电蚀除附近的工件材料。该方法将电火花加工和电化学加工有机结合起来,解决了绝缘材料的电加工问题。近年来,国内外的研究人员开展了微小孔的 ECDM 加工研究,其中形成稳定气膜及如何实现深孔加工是目前的研究难点。Wüthrich 等[29]通过在电解液中添加辅助溶剂的方法使气膜的厚度减小并提高了孔加工过程的稳定性。Xuan 等[30]采用了恒定压力控制方式,获得了较好地加工精度和加工效率。Cheng 等[31]发现当施加的电压超过某一特定值时产生的气膜较为稳定,有利于获得稳定加工;但是当加工达到一定深度(约 250μm)时,内部的气泡难以溢出,影响了加工的持续进行。
5.3 其他复合加工技术
Liu 等[32]在高镍合金上利用微细电火花复合磨削技术加工了直径 30μm、深 0.35mm 的 10×11 微小
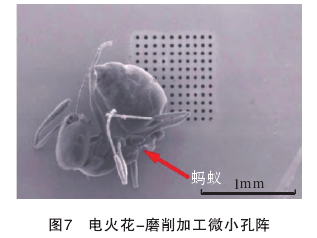

孔阵(图 7)。Bhattacharyya 等[33]研究了振动辅助微细 ECM 方法,发现 150~200Hz 的振动频率可有效提高加工的效率和微小孔的精度(图 8)。Zhu 等[34]尝试了微细电化学磨削复合加工,在 0.3mm 的不锈钢工件上打出小于 0.6mm 无翻边和毛刺的小孔。Sarwade[35]及 Patwardhan 等[36]利用微细旋转超声加工(Rotary Ultrasonic Machining,RUM)方法成功在骨质材料上加工出微小孔,效率高于普通的超声加工方法。
6.结束语
以上介绍了近年来国内外特种加工技术制造微小孔的研究现状,分别从单个特种加工技术和复合加工技术进行了综述。总地来说,国内的微小孔加工技术在极限尺寸方面已经基本达到了国际水平,但是在产业化方面与国外相比仍有较大差距。特种加工及其复合加工技术在微细孔的加工方面具有较强实用性,但仍存在效率不高、深径比有限等问题,此外表面质量、锥度等也是目前微细孔加工工艺优化的重点。随着微小孔加工需求的日渐增长,新的微小孔加工方法将不断涌现,而复合加工可以扬长避短,解决加工效率和加工精度的矛盾,是很有前景的研究方向。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

