

中国南车戚墅堰机车有限公司 虞行国
早在20世纪70年代末和80年代初期,奥地利就有四个异想天开的工程技术人员想设计一款功能齐全并组合在一起的能加工复杂零件的机型,到了1982 年,就成功制造出了在机床领域界普遍认为是四不象的加工机的样机,并且还参加了当年的机床展览会,可以说是机床设计思路的创新,它开创了加工领域的先河。到目前为此,国内外发展和制造复合车铣加工的机型和根据这种加工原理设计生产的设备种类繁多。它们的结构设计和针对加工对象的不同涵盖了整个机床行业。
随着工业技术的发展,对零部件的型腔、形状和精度也随之得到了极大地提升,加工的要求和加工时间的节拍也对加工设备提出了更高的要求。同时为了零件能实现一次性装夹加工完成,复合车铣加工的理念和加工工艺就此产生并且得到了进一步的发展 (见图1)。

在加工大型轴类零件时,老工艺需要多台机床和多次定位,费工费时。复合车铣加工设备的出现后,这些机床都具有承载能力强、主轴功率大、各传动坐标轴传递力大和精度高等基本技术指标。在加工具有多中心轴线平行于主轴中心线的大型凸轮轴和大型曲轴来说,更能发挥其加工优势。我们就希望它有比较好的操控性、有多功能的特点和比较灵活的车铣主轴头,并且在自动加工的过程中要有强大的防撞保护功能,以免设备受到伤害。机床除有数控系统的先进性和稳定性外,机床的静态几何精度要可靠、稳定并要有较长的精度保持性。机床动态的定位精度应依照国际惯例VDI3441标准对照,特别强调机床各传动坐标轴的重复定位精度Ps的数值要小,因为定位精度和反向间隙都可以通过数控系统来进行补偿,重复定位精度是制造精度和传动链精度的综合误差,是不能进行人工补偿。它直接反映出机床的制造精度和质量。综上,在行业内,我们认为一流产品追求和体现的是文化与质量,二流产品是追求质量和产量,而三流产品才只求数量。
图2在加工细长轴的时候,要求在装夹时能够对曲轴或者凸轮轴中间的弯曲绕度通过测量仪自动进行测量,并能够通过数控系统对中心架进行弯曲绕度补偿,同时在加工中能够通过仪器实现在线测量的功能,分别对曲轴或凸轮型面尺寸精度、形位精度、轮廓精度、基圆相对凸轮轴两端凸台轴线的圆跳动及曲轴或凸轮型面的母线相对轴线的平行度等进行控制等要求。同样,对于曲轴的连杆径加工也要保持多项同轴度和平行度等要求。这对于大型设备所加工零件的精度要求和位置公差要求是有相当的难度,具有达到以上诸多功能和精度要求的机床就是用户所需求的。

为此许多国外公司为了能满足用户所需的精度要求之外并能加工到最大车削直径在1500mm、二顶尖最大加工重量在8000kg以上的细长和复杂等大型工件,在设备的参数和结构上很下功夫。这些具有代表性的设备制造公司有德国WOHLENBERG(沃伦贝格机床制造有限公司)、德国SIMMONS(西蒙斯公司)和奥地利WFL公司以及西班牙BOST公司等。他们都充分地应用了复合车铣加工中心先进的加工理念和加工方法,并且都共同具有先进的模块化结构设计和多轴设计理论,在软件上应用了世界上目前较先进的随动加工技术。图3 在采用了随动加工技术后可以大大节约产品加工时间和工序流转,使一台设备能完成多种工序的加工。

德国SIMMONS公司在设计中,对坐标轴设置为X、Y、Z、B、C/C1 五坐标四轴联动。为增强铣的功能为此配备了主轴60kW直径为800mm 的铣刀盘装置。在车铣钻也配置了功率在60kW 的电动机。德国WOHLENBERG公司有独特的设计结构,机床为五坐标多轴联动车铣复合加工中心,由床身、带C 轴控制主轴箱、尾座、多刀塔刀具系统和进给刀架、双面铣削系统构成,并且带有60把刀的刀库。夹持曲轴工件的花盘直径800mm ,径向最大承载80kN,最大转速600r/min ,带四只可调淬硬卡爪,万能角铣头最大功率40kW ,最大主轴转速1800r/min,悬臂长度290mm 这样就可以扩大加工的尺寸范围。
奥地利WFL公司的主轴扭距最高将达到4472N•m。在中心架支撑的选择上都配置了德国SMW生产的自定心固定中心架,从而提高了加工的自动化能力和加快工件的定心速度,增强了工件的稳定性,使该设备能够完成对工件较复杂的夹持交换功能。奥地利WFL等公司还设计有双主轴结构,在加工完成左侧主轴的工序后可以通过自定心固定中心架作为机械手的作用,把工件移动到右侧的主轴上夹紧后继续完成未加工的工序,实现一机二次自动夹装完成多道工序的加工,达到全智能化的生产过程。
西班牙BOST公司设计的大型车铣复合加工中心有其独到之处,采用前后两段床身的设计,好处在于主轴与立柱运动的精度和产品固定部分互相不受干扰,同时加工的产品也不受长度的影响。

图4就是西班牙BOST公司工件驱动的主轴系统。它的卡盘直径1200mm主轴最大转矩18830N•m ,最大功率71k W ,轴最大转矩为40000N•m ,最大顶尖中心距离9000mm 。而且它的床身导轨宽度达到2450mm 。机床铣头部分带有60 把刀的刀库,刀柄为HSK-125A,刀库带有双卡抓刀系统以便快速换刀。这些技术参数完全能够达到加工重大型零件的能力,例如船用曲轴、风力发电机轴及核电关键零部件等。
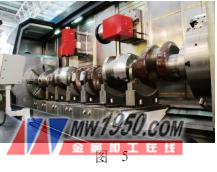
图5 是我国自行设计制造的大型车铣复合加工中心,它也具备有两个铣削动力头,一个是可以回转铣削动力头,另一个是大功率铣刀盘铣削动力头,但是在许多功能和部件配套上,如配置自动中心架、自动测量系统等还可以更加完善机床的加工功能,并且在整机的精度上和操控性更有进一步的改进,敢与国外机床同行去相比、去超越。
目前在车铣和磨削的加工工艺中,针对大型设备硬件设计都是在向直线电动机、静压导轨等技术发展,软件上都采用和完善应用同步技术、随动加工技术等。为什么我国在这方面还存在较大差距是值得深思的。这就说明我们的企业缺乏核心的技术,追求规模,没有很好地提升自我。企业不创新难以生存,企业不断创新才有发展。日本在制造业中主张的是精确生产,德国主张的是精准生产,而我们的还大部分谈不到“精”字。
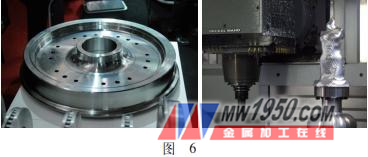
复合车铣加工中心针对批量大、加工工艺复杂及加工种类多的产品更有其独特的优越性,例如具有代表性的DMG (德马吉)、INDEX(因代克斯)集团等公司生产的多种款式的复合车铣加工中心,针对加工中小型汽车用的曲轴、凸轮轴以及风压机的锣杆齿轮等零件更有其优越性。在世界展览会上,DMG 等一些制造商都会推出新产品、新品种,不断在机床外观着手,把产品当工艺品做,充分结合和围牢市场,把模块化设计成“魔方”一样,来满足用户的需求。2011年,DMG推出了能加工高铁用车轮的复合车铣加工中心以及加工人形的五轴联动机床,如图6 所示。
在近期DMG又发布了一款DMU P/FD、DMC U/FD duoBLOCK 系列机床更适用于高度在1640mm,重量达4000 kg的工件加工。图7所示机床带有A轴的车削、L探头和磨削功能。通过在X轴上的三个导轨,提供了最大的稳定性和永久精度,保证整个行程刚度的一致性,并且还能冷却所有的线性轴、B轴、主轴和工作台轴。

图8所示机床能够做到在同一台机床进行复合加工,主副主轴二次夹装同心度精度可以保持0. 02mm ,实现最高生产率,以及生产适合多种不同要求和工艺的复合车铣加工中心设备。
MILLTAP200高效钻铣加工中心,是德马吉和森精机联合开发的第一款机床。两家公司始终致力于向客户提供高附加值的产品,以满足各种应用要求。

MILLTAP700 机床如图9所示,是把生产率和效率作为最重要的考虑因素。通常攻丝中心要求动作快速度高加工。为了满足这一要求,该机床配置了高速换刀装置。刀库的整个驱动装置集成在主轴头内,标配有15把刀位库。这一设计可大幅提高动态响应性能,各线性轴加速度高达1. 6g,进给速度达到60m/min,从而显著提高生产率。像德马吉公司始终立足于自身技术力量的强势,在做好做精做强的理念上下功夫,确实在复合加工中心这个平台上处于领先地位。在技术支持和售后服务的理念上也是值得我们制造厂商学习的。
我们期待能看到更多的国内设备制造企业和更多种形式的复合功能加工中心在用户处出现,来弥补和解决在生产过程中难以加工和达不到工艺要求的难题。同时也希望国产设备能够做到交货期短、故障周期短、技术服务反应速度快、正常运行和精度保持性长、有形磨损时间更长的设备回报用户。
专家简介:虞行国,主任工程师、全国机械职业教育专业教学指导委员会机电设备技术类顾问、江苏兴业机电设备有限公司总经理顾问、常州机电职业技术学院顾问。从事机械设备大修理和管理工作44年。具有相当丰富的现场运行及设备故障诊断经验。
如果您有机床行业、企业相关招标信息发布,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com









