


俄罗斯2A637型数控镗铣床主轴松拉刀机构改造
2020-11-26 来源:宁夏天地奔牛实业集团有限公司 作者:张帆
摘要:针对2A637型数控镗统床经常出现松刀、掉刀以及松拉刀机构可维修性差的问题,为了提高设备安全性和可靠性,降低故障率,提高使用性能,提出了一种利用碟簧拉紧、液压松开的主轴松拉刀机构设计改造方法。
关键词:数控镗铣床;松拉刀机构;改造
0 引言
公司1992年从俄罗斯伊万诺瓦机床厂,引进了1台型号为2A637的数控镗铣床,用于镗孔和铣削平面。随着使用年限的增加,锁紧电机故障越来越频发,设备松拉刀机构经常处于带病工作状态,故障停机率高,工作可靠性差,近期出现了多次掉刀、撞刀现象,先后导致了多个工件的直接报废,给员工的生命财产和公司的生产经营带来严重威胁。考虑到设备主体结构合理,传动性能和精度保持较好,工作承载力较大等优点,经研究决定,对不适宜的松拉刀机构提出改造意见,编制了设计改造方案,经充分论证可行后实施了改造。
1、改造原因
由于设备生产制造年代久远,原有的专用非标电机现已淘汰,无法采购。虽然曾多次联系国内电机修理厂家寻求修理,最终因为电机本身结构复杂,电机修理可参考的资料非常有限等原因,许多修理厂家从技术层面对修复的可行座进行了否定。为此,在已有改造经验基础上,尝试对俄罗斯2A637型数控镗铣床主轴松拉刀机构进行了设计改造。
2、改造可行性研究
2.1改造前基本情况概述
2.1.1松拉刀机构组成
改造前数控镗铣床主轴松拉刀机构,主要_锁紧电机和锁紧螺杆两部分组成,锁紧电机为铜滑环式三相异步电机,与行星齿轮减速器固连;锁紧螺杆由传动螺杆和弹簧两部分组成。
2.1.2工作原理
刀具锁紧和松开是通过电机正反转来实现。具体过程为:电机带动行星齿轮减速器正反转运动,齿轮减速器驱动螺杆正反向旋转,旋转至锁紧和松开位置后,在行星齿轮减速器和锁紧螺杆上弹簧的共同作用下,行星齿轮减速器内的钢珠位置发生变化,使得锁紧电机内的圆柱销弹出和缩回,触动微动开关,对刀具锁紧到位和松开到位信号进行反馈来实现控制。
2.2改造可行性分析
2A637型数控镗铣床为公司二十多年前从俄罗斯购进的设备,当时由于受技术等条件的限制,设备主轴松拉刀机构采用电机驱动减速器,减速器带动螺杆旋转的方式来实现松刀和拉刀,这种结构设计本身比较繁琐,可靠性差,现在机床设计中基本已不再沿用。考虑到现行机床设计中主轴松、拉刀多采用液压松开、碟簧拉紧的设计思路,且之前有过类似的改造经验,改造后的设备经验证运行良好。基于此,我们在充分考虑主轴镗杆现有结构,核算主轴松、拉刀所需力的基础上,提出了利用碟簧拉刀、液压油缸松刀的设计方法,应用于2A637型数控镗铣床主轴松拉刀机构的设计改造。
3、主轴松拉刀机构设计
3.1设计简介
本设计采用拉杆式刀具锁紧、松开装置,其主要由液压油 缸、拉杆、蝶形弹簧组等构成,拉刀机构采用蝶形弹簧实施拉紧, 利用液压油缸克服碟簧拉力实现松刀,松拉刀工作安全可靠。
3.2松拉刀工作原理
3.2.1松刀过程
松刀过程中,双作用油缸在叶片泵输出的高压油驱动下,产生60kN的松刀力,用以克服35 kN碟簧拉力,来实现松刀。具体过程:接到控制信号指令,二位四通电磁换向阀电磁铁得电,换向阀切换至右位工作,松刀油路接通;同时,电机启动,带动油泵开始工作。油泵输出的油液,经精过滤器、单向阀、二位四通电磁换向阀右位,进入松刀油缸无杆腔,活塞杆在压力油产生的推力下向左移动(液压油缸产生的推力随负载碟簧的增大而增大),当活塞杆上产生的推力足以克服负载碟簧的阻力时,油缸活塞接触并推动拉杆,使拉杆、拉爪向主轴前端移动并压缩蝶形弹簧组,蝶形弹簧组在拉杆的前移过程中产生很大的弹性变形,从而打开拉爪,拉抓将拉丁松开,以实现松刀的目的。与此同时,有杆腔的油液经换向阀回油箱,当感应开关收到反馈信号后,至此,一个松刀动作结束。新设计的松刀油缸液压控制原理如图1所示。
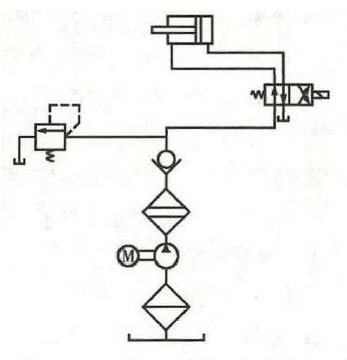
图1松刀油缸液压原理
3.2.2拉刀过程
重新上刀后点击拉紧按钮,发出拉紧指令后,无需重新启动液压泵,松刀油缸在蝶形弹簧组复位力作用下自动缩回与拉杆脱开。与此同时,蝶形弹簧组带动拉爪、拉杆向主轴后端移动,直至蝶形弹簧组恢复到未受液压缸推动前的位置及状态,依靠蝶形弹簧组自身的弹力拉住拉爪,当接近开关收到反馈信号后,完成拉紧动作。
3.3技术特点
刀具的刀柄完全依靠蝶形弹簧组产生的拉紧力进行拉紧,避免工作时因突然停电造成刀具脱落。液压油缸活塞杆前后设有两个极限位置,装有接近开关,用于刀具松开和拉紧到位后发出反馈 信号。当蝶形弹簧组将刀具拉紧时,油缸伸出活塞杆端部与拉杆间有(2 ̄4)mm间隙,可有效避免主轴高速旋转时,造成端面摩擦粘连。
4、结论
采用碟簧拉刀,液压松刀的设计方法,重新设计了主轴松拉刀装置,有效解决了俄罗斯2A637型数控镗铣床主轴掉到问题,增强了设备的安全可靠性和可维修性,降低了设备故障率,提高了设备技术状态,延长了设备使用寿命,确保了设备最大限度的发挥其使用效能。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

