


普通铣床采用坐标法铣削圆弧
2022-11-9 来源: 辽宁轨道交通职业学院 作者:王震
摘要:以普通铣床采用坐标法铣削圆弧为切入视角,对普通铣床采用坐标法铣削圆弧的坐标法计算及应用进行简要概述,结合加工实例,对机床参数、刀具的尺寸和形状是根据加工工件型以及坐标法铣削圆弧的具体方法进行实践讨论。
关键词 :普通铣床 ;坐标法 ;铣削圆弧 ;研究与讨论
1、加工背景
该单位准备进行机械加工以完成零件。在编制零件的加工工艺文件时,由于其加工要素比较简单,所以适用于普通铣床加工,因此决定采用普通铣床加工。但是普通铣床在加工圆弧时,如何提高外圆的加工质量和效率,以及如何研究新的加工方法来提高一致性和加工效率。
2、机床参数
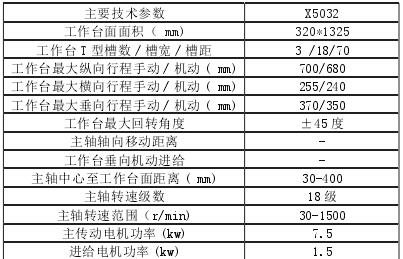
为了提高位移精度,减少传动误差,首先要保证各种零件的加工精度,然后采用合理的预紧力消除传动间隙。虽然已采取各种措施消除给料系统的间隙,但仍可能存在少量的间隙。另外,由于受力引起的弹性变形,还会产生间隙,因此,在系统反向运动时,数控装置仍会发出自动补偿的脉冲指令。此次加工设备选取了 X5032 立式铣床,具体参数如表 1 所示。
表 1 X5032 立式铣床参数
3、刀具的尺寸和形状是根据加工工件型
选择型腔的形状,尤其是半径的圆角。粗加工应使用大刚度,大直径的球头或立铣刀。在加工过程中应使用半径小于工件半径的球头铣刀、锥形球头铣刀和小型锥形铣刀。圆锥面铣刀是用来加工有一定深度的弧形工件或小的凹面。对刀具的磨削,一般采用双刃键槽铣刀或钻头及中心钻的方式。如果刀片没有两个边,则可以磨四个边。球头越大,加工曲线就越精确 ;如果有条件,磨机的磨削效果最好。
4、坐标法计算及应用
计算坐标时,首先按照设定的坐标系绘制工艺尺寸图,然后根据图中各段的坐标计算出尺寸 ;圆弧计算一般采用分度计算,而斜线段采用分段计算。如图 1 所示,工艺尺寸是按 Y 轴划分的半圆,左右对称,仅计算一侧坐标。根据图形的特点,从 A 点到 B 点可以计算出 90°角。
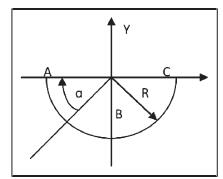
图 1 半圆形圆弧
以 A 点作为起点 0°,B 点为止点 90°。计算时角度分度单位视加工表面粗糙而定。粗加工取大些,精加工取小些。
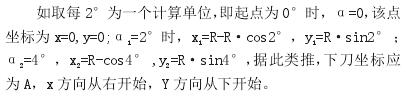
已知 xc,yo,R,α,根据相切原理作 AO 垂直于 AC 得切点 A.由三角形性质可知 α=β,以 A 点为原点,A 碘坐标为|xA| =R·sinβ,|YA| =R·cosβ. 继而得出 A 点坐标。
以 A 点为分界点,进行二段计算,A 至 B 段为圆弧段,其夹角为 β,通过角度计算,以上述所讨论的圆弧计算方法为标准,去 3°为分度单位,由 A 点至 B 点依次进行计算。得出 :下刀点为 B 点,x 向左,y 向下,点 A 至点 C 为斜线段,通过指教三角形计算可以得出,取 x 轴、y 轴为等分单位,依托相应 x、y 标准值数求出 y 值、x 值。通常情况下,取等分段为整数。
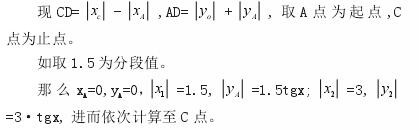
下刀点 A 点 ,x 向左 ,y 向下再如图 2 所示 , 得出的工艺尺寸图样为一切线与两圆弧相切连接。
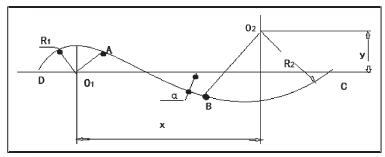
图 2 切线与两圆弧相切
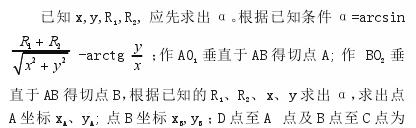 圆弧部,按前面所述的按角度分度计算 ;A 点至 B 点为斜线段 , 可采用分段计算。在实际计算中会遇到各种各样的图形 ,要会应用各种几何计算公式 , 求出各相交点 , 然后采用分度或分段计算。
圆弧部,按前面所述的按角度分度计算 ;A 点至 B 点为斜线段 , 可采用分段计算。在实际计算中会遇到各种各样的图形 ,要会应用各种几何计算公式 , 求出各相交点 , 然后采用分度或分段计算。 5、具体操作步骤
将切割器固定在工件弧与平面的交界处,并通过移动切割器将其固定在工件弧的一边,切削参数的设置要注意,因在切削过程中,切削参数的设置值即铣工件的厚度,会影响到整个圆弧的中心。如果刀位设置得太深,将导致图中的弧位整体偏低,因此必须注意刀位的整定状态。可以把粉笔粉放在工件的侧壁上,也可以用工件的下缘轻触工件的表面,用浅圆柱观察刀具标记的位置,帮助操作者完成圆弧铣削的刀具设置步骤。工件与工件侧壁接触后,应将水平平台的标度值调整为“零”,以供参考。将纵向工作台向左移动。切割工具与工件分离后,将横杆顺时针旋转。所述控制柄的值为 R+ R,即活动工作台刀具半径与圆弧半径的距离。锁横盘锁紧开关,逆时针旋转横盘把手,消除横盘上导丝杆的反隙,将横盘把手标定值调整到“零”位置,为铣削圆弧时的横盘运动提供参考。
手工操作纵形工作台,使刀具与工件弧面轻轻接触,即可完成铣弧刀安装动作。一定要注意,工具设置应该轻巧。铣削圆弧时,刀具与工件侧壁接触时,将纵台手柄刻度调至零位,作为纵台运动的基准。如果这一步太深,就会使圆弧中心向左移动,使得后期无法与工件配合。根据坐标值来移动垂直表和水平表。首先移动水平平台,然后是垂直平台。当具离开工件时,两个工作台总是交替移动,直到完成 1/4 弧形。用这种方法重新铣削四分弧。在加工过程中,操作手柄应严格按照坐标值进行加工。操作时,应两手交替操作水平柄、纵柄或纵柄、横柄,以保证弧形的顺利完成,并严格按计算的坐标值移动两个工作台,确保工件表面质量良好。
6 、结论
普通铣床加工圆弧时,计算坐标必须准确,操作人员需具备有一定的数学基础,能使用各种不同的几何公式,计算坐标必须精确,且操作人员须专心及操作得当,每次移动机床 ( 坐标 ) 都要准确。采用座标法加工圆弧,能有效提高所加工圆弧的有效一致性和表面质量,减少操作对工人技术水平的依赖,有效提高加工效率,减轻工人劳动强度,使生产成本大大降低,经车间使用实践,该方法还可推广应用于其他手工加工,具有推广价值。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

