


摘要:提出了数控钻床提高群孔加工效率的新方法。实践表明:使用电子图版软件计算群孔孔心坐标后进行手工宏程序变量编程,使用编程计算机用RS232C 将G 代码传给机床数控系统来代替低效率的手工G 代码输入,钻直径大于19 mm、深度超过130 mm 的深孔时,使用整体硬质合金内冷钻头代替普通麻花钻头,合理运用好钻孔加工循环,选择合理的钻孔加工路线。这些新方法能在目前加工群孔基础上提高1.5 倍效率。
0 引言
大庆石化分公司机械厂使用沈阳中捷集团生产的ZKY7450×250 双轴动桥式数控钻床加工群孔(例如管板孔)已经有13 年的历史了。加工效率一般比普通钻床提高1~2 倍。目前,我厂数控技术人员在现有基础上又提出了一些新方法,这些新方法使数控钻床加工群孔的效率又提高了1.5 倍。通过使用电子图版软件计算群孔孔心坐标,通过手工编制含有变量的宏程序,然后使用编程计算机用RS232C 将G 代码传给机床数控系统,钻直径大于19 mm、深度超过130 mm 的深孔时,使用硬质合金内冷钻头代替普通钻头,合理运用好钻孔加工循环,选择合理的钻孔加工路线。实践表明,这一系列新方法都可以快速提高数控钻床加工群孔的效率,同时,孔的位置精度和尺寸精度也随之提高。
1、使用电子图版软件计算孔心坐标,使用变量进行宏程序编程
我厂目前管板孔编程的方法主要还是通过数控工人利用计算器计算孔心坐标,然后按照固定的钻孔加工循环编制成一行一行钻孔循环的程序,如果孔排数越多,则程序越繁琐,最后通过手工输入G 代码的方式来执行数控加工。正常情况下,直径在1200 mm 到1400 mm 范围之内的管板编程的时间大约是1 h,输入G 代码的时间大约是1 h,总共需要2 h。而利用CAD 软件(如电子图版)画出管板孔排列图,则孔心坐标通过查询功能,一目了然,再也不用通过计算器进行计算。利用变量编程,即宏程序编程,大大缩短了钻群孔程序的总量,节省了数控系统的内存。通常宏程序要比非宏程序的内容缩减2/3,这缩短了输入时间,对比如下:
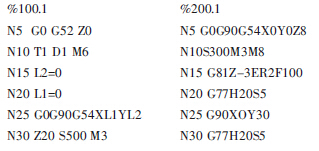
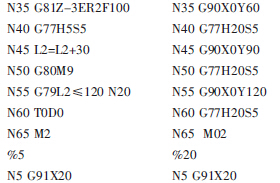
上面%100.1 为宏程序变量编程, %200.1 为普通坐标编程,这两个编程的内容说明,当孔的排数增大时,宏程变量编程只需要将变量或条件参数改变一下, 程序内容基本上不变;而坐标编程的程序内容则随孔排数的增多而增大。程序容量增大,不仅占用数控钻床的内存,而且坐标计算繁琐,容易出现操作失误。因此最好采用宏程序编程。但两者在实际运用中,也要区别对待。对于完整排列的孔(如图1),利用宏程序编程更方便;如果群孔的排列不是特别有规律,或者部分孔中间有多个槽等隔开(如管板上的隔板槽,为拉筋孔预留的空间等),使有规律排列的孔出现了很多断档。另外,钻难加工的孔时,钻头更换是常有的事,利用宏程序编程,更换钻头,需要更改宏程序参数,目的只是为了更换新钻头后使之在断续处继续钻孔。此时,使用坐标编程明显更实用。在实际运用中,要根据群孔的实际排列情况,综合考虑使用哪个程序更好。
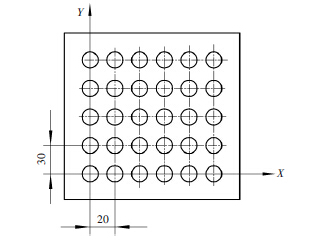
图1 管板孔
2 、使用编程计算机用RS232C 将G 代码传给机床数控系统中
如果使用手工输入程序G 代码功能,则输入时间较长,而且程序员输入G 代码后还需要逐次检查是否正确。如果采用将编好的程序G 代码通过使用编程计算机用RS232C 传给机床数控系统,将零件加工程序全部读入数控装置内部的存储器,加工时再从内部存储器中逐渐调出进行加工。这个过程只需要几秒钟的时间就可以完成操作,非常方便。如果在机床钻孔时需要输入程序,则可以利用后台方式来输入程序,使加工和输入在同一时段同时进行,以提高生产效率。
3 、使用硬质合金内冷钻头代替普通钻头
由于机床主轴设置有强力内冷、拉刀机构,可配备特供内冷刀具,如整体硬质合金内冷钻头。采用这种钻头,由于使高压冷却液直接冷却钻头切削刃和排除切屑,在钻深孔时大大提高效率。加工钢件切削速度能达1000 m/min,当孔直径大于19 mm、深度小于160 mm 时,使用该类型钻头可直接使用G87 钻孔循环而不必使用反复切削加工的G83 钻孔循环。使用整体硬质合金内冷钻头,采用高转速、低进给量进行加工,孔的表面粗糙度可以达到Ra1.6 μm,可以省去铰孔工序。这里需要考虑的就是硬质合金内冷钻头磨损后,需要在专用设备上重新磨切削刃,它的费用也是比较高的。所以,对于钻普通的群孔(如孔的深度小于80 mm,表面粗糙度在Ra6.3 μm 以上)时,都可以使用普通钻头代替内冷钻头来加工孔。使用硬质合金内冷钻头的前提条件是:孔的精度高,深度深(一般情况下,深度都要超过100 mm),孔的位置精度高(一般在0.03 mm 内),孔的排列规则,并且批量加工。此时,就需要考虑用硬质合金内冷钻头来代替普通钻头来加工群孔。
4 、合理运用好钻孔加工循环
G83———啄式钻孔加工循环。特点是钻头逐次钻削,逐次退出,以使冷却液能及时进入孔里,并且能及时把切屑排出。使用普通麻花钻钻头,当孔的深度在130 mm 以上时,经常使用此加工循环,如果钻头采用内冷整体硬质合金钻头时,孔的深度在160 mm 以上时,才采用G83 循环。G87———带断削槽的钻孔加工循环。其特点是钻头钻进孔一定深度值P 后,例如P=50 mm 后,钻头速度不变,但进给暂停,暂停时间可设定的钻孔加工循环。以前,我们加工深度大于140 mm 的群孔时,经常使用的是G83功能,经过实践检验,前120 mm 深可采用G87 功能,后面深度可才用G83 功能,即两个功能套用,如同主程序中的子程序一样,这样一来,每钻一个孔,至少节省15 s,按照零件(比如管板)上有1000 个孔计算,则每块管板节省时间250 min。
5 、选择合理的钻孔加工路线
对位置精度要求高的孔系加工(如模具定位孔),要注意安排孔的加工顺序。以避免钻头在孔的定位中将机床传动副的反向间隙带入到进给运动中,影响孔的位置精度,如图2。按图2(a)的路线,由于使钻头在5、6 孔定位的运动方向与1、2、3、4 孔相反,Y 向进给传动副的反向间隙,会使5、6 孔位置误差增大;按图2(b)所示路线,可避免反向间隙的引入。
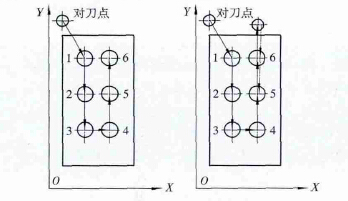
图2 孔加工路线示意图
在保证加工精度和表面粗糙度的条件下,尽量缩短钻头走刀路线,减少空行程,提高生产率。例如将G87 或G83 钻孔循环中的ER 值尽量设置成不超过0.5 mm,EF值控制在0.5 s 范围之内。
6 、现场应用
目前,使用以上新举措已加工群孔类零件(如管板)超过10 t,通过控制内冷钻头的转速和进给量,孔表面粗糙度可以达到Ra1.6 μm,可以省去铰孔工序。这不但提高了群孔的加工效率,而且也降低了加工成本。另外,编程和输入程序的时间大大缩短也使加工效率得到了进一步的提高。在加工苯乙烯筛板零件的加工过程中,该零件共有1659 个直径为7.1 mm 孔,使用电子图版软件计算群孔孔心坐标,然后通过使用变量编制G 代码程序,通过使用编程计算机用RS232C 传给机床数控系统, 这样一来,仅仅加工前准备工作就比手工计算孔心坐标和手工输入G 代码节省1 d 时间。
7 、结语
通过使用电子图版软件计算孔心坐标,并使用变量进行编程, 使用编程计算机用RS232C 将G 代码传给机床数控系统中,钻深孔(深度超过140 mm)时,使用内冷钻头代替普通钻头加工群孔(例如管板孔),并且运用好G81、G83、G87 加工循环,选择合理的钻孔加工路线,这些新举措能在目前加工群孔基础上提高1.5 倍效率。孔的尺寸精度和位置精度也有明显的提高,这对于大批量的管板群孔加工,效果尤其明显。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

