


分步体对角线误差辨识及空间误差补偿
2018-3-9 来源:同济大学中德学院 . 沈阳机床研究院 作者:樊留群 张洁 虞敏 赵建华
摘 要: 基于分步体对角线的误差测量方法是一种快速、高效的测量方法. 提出一种基于该测量方法的误差元素辨识算法,该算法对现有的分步体对角线误差辨识算法做了修正,并根据辨识出的误差对机床进行空间误差补偿,经过实际机床的测试验证,证明该方法的正确性和有效性.
关键词: 分步体对角线测量法; 误差辨识; 空间误差补偿
0 引 言
机床的各种误差最终反映为刀具中心点的空间轨迹与理论空间轨迹的差别 这 一空间误差由 4 部分组成.
1) 在无负荷或精加工条件下机床的几何 / 运动误差.
2) 由机床内部热源和环境温度变化而造成的热误差,
3) 由切削力和惯性力引起的动态误差.
4) 与夹具和装夹有关的误差.
这 4 种误差并非完全孤立的,相互有一定的关联,其中几何/运动误差的测量、分析与补偿是研究机床加工误差的基础,现代数控系统不仅实现了单轴螺距误差补偿,像西门子等高档数控系统还实现了空间误差补偿.
1 、分步体对角线误差辨识算法
分步对角线测量法是获取机床空间误差的快速有效 的方法,在《数控机床误差实时补偿技术》和《数控 机床误差补偿关键技术及其应用》中给出了分步对角线测量法的详细推导过程,但在实际测试并根据此方法进行补偿时,补偿效果不理想。
本文根据分步对角线测量方法,重新推导了误差元素辨识算法,提出了分步体对角线误差补偿算法公式,并在实际中获得了很好的补偿效果.
1. 1 分步对角线测量法原理
美国光动公司提出了基于多普勒位移测量仪和向量测量技术的“分步空间对角线测量法”,其原理是分步测量机床加工空间的 4 条体对角线,也就是由测量起始点起,分步地移动一个控制轴,每次的移动轴依 X → Y → Z 的顺序进行移动与暂停( 获取坐标位置用) ,机床部件的运动是断续的、且其轨迹与激光束不平行,但最终抵达对角线的终点将这些对角线分别记为 PPP,NPP,PNP,PPN其中 P 表示正方向,N 表示负方向,PPP 表示沿 X,Y,和 Z 轴的正方向运动. NPP 表示沿 X 轴负方向、沿 Y 轴和 Z 轴的正方向运动. 具体的操作如下: 先校准激光束的方向,使之平行于体对角线方向; 将反射镜通过磁性座安装在主轴上,然后就可分别沿指定方向( X 或 Y 或 Z 方向) 移动运动轴,并在对角线上测量运动距离. 以 PPP 方向对角线为例,运动轴首先从起点 O 开始沿 X 正方向运动到达顶点 1,测量沿对角线 PPP 方向移动的距离; 再沿 Y 正方向运动到达
2 并测量运动距离; 最后沿 Z正向移动到达 3 并测量运动距离,同理,对其余三条对角线进行测量.
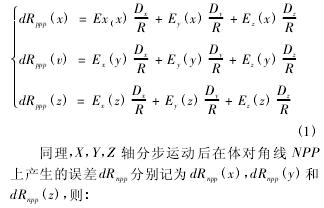
1. 2 参考文献中分步对角线测量法的误差辨识算法在分步体对角线测量过程中,X,Y,Z 轴分步运动后在体对角线 PPP 上产生的误差 dRppp分别记为dRppp( x) ,dRppp
( y) 和 dRppp( z) ,Ey( x) 表示沿括号中的轴( x) 方向运动在下标( y) 轴方向引起的误差 . 根据参考文献《数控机床误差实时补偿技术》则有下式:
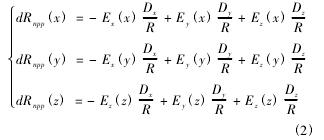
同理,在也可求出另外两条对角线上产生的误差,最后求解出各坐标轴在 x,y 和 z 方向产生的误差:

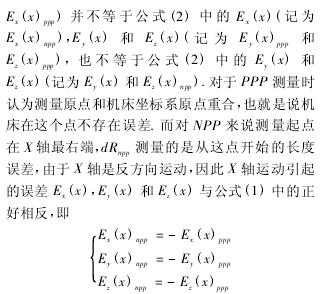
1. 3 分步对角线测量法的误差辨识算法修正说明在公式推导中,公式 ( 1) 中的 Ex( x) ( 记为:


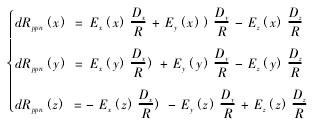
联立上述 12 组公式,可得出基于分布体对角线测量方法的误差元素求解公式:

2 、修正算法的实验验证
为了验证本文提出的算法的正确性和有效性,基于沈阳机床的 VMC0656 加工中心,采用分步体对角线方法对机床进行测量,然后按照本文修正算法进行误差辨识,并采用空间误差补偿将补偿值加载到 VMC0656 的控制器沈阳机床自主开发的 I5数控系统中,然后进行测量. 为了进一步进行验证还分别进行了单轴螺距误差的测量与补偿以及混合补偿( 定位误差采用单轴螺补,直线度误差采用分步体对角线测量方法得到的补偿值) ,补偿后在进行测量,并计算了这几种方法的方差. 表 1 和图4 是 Y 轴的实验结果,
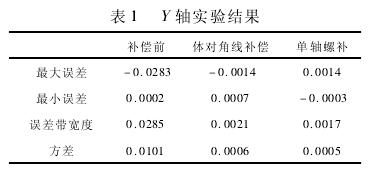
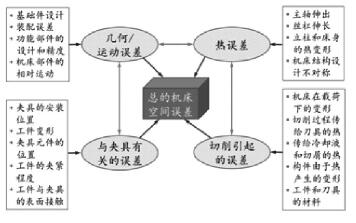
图 1 机床 Y 轴补偿实验结果
表 2 Z 和图 2 为 Z 轴实验结果
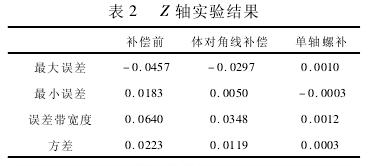
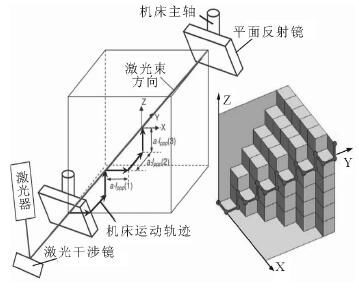
图 2 机床 Z 轴补偿实验结果
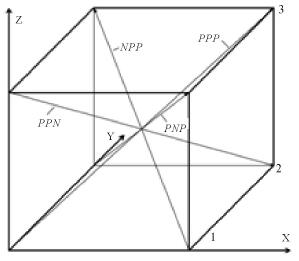
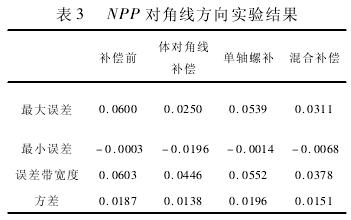
图 3 NPP 对角线方向实验结果
表 3 和图 3 为 NPP 对角线方向实验结果
3 、结 论
在分步体对角线测量方法及误差元素辨识算法基础上,提出误差辨识算法,实验数据证明该算法能较好的对机床空间误差进行补偿. 从测量结果可以看出,体对角线补偿方法虽然在单轴定位误差方面没有单轴螺距误差补偿精度高,但综合定位误差和直线度误差的空间误差补偿方面,体对角线方法的效果最好。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

