



摘要:提高机床的数控化率主要有两种方式:一是购置新的数控机床,二是对旧有机床进行数控化改造。对这些机床进行数控化改造和更新,可形成上千亿的更新市场需求,对保持经济增长可发挥一定的作用。本文对普通立车进行数控化改造,解决了企业先进设备缺乏的难题。
关键词:立式车床;数控改造;电气控制
1.C5126数控改造的总体方案
C5126立式车床数控化改造主要包括三个方面:机械传动结构的改造,电气驱动系统的改造,数控系统的改造。
机械结构的改造主要包括主轴传动系统的改造、进给系统的改造以及横梁机械结构的改造。主轴传动系统的改造目标是实现无级调速;进给系统的改造主要是通过对立刀架水平和垂直丝杠的驱动系统改造,实现数控车床所必须的X、Z轴的改造。将原车床立刀架的垂直丝杠改造并定义为数控车床的Z轴,立刀架的水平丝杠改造并定义为数控车床的X轴。改造目标要实现与驱动电机的配合,同时考虑机械结构的安装情况,合理利用空间;横梁机械结构的改造目标是简化夹紧机构,方便实现上升下降的控制。
电气系统的改造需要拆除旧机床的电气控制元件,因为改造后的设备为数控设备,许多电气控制元件已经无法完成数控系统的控制功能,为了实现对改造后机床的控制必须全部换掉。改造后通过变频器实现主轴的无级调速控制,并选择与安装编码器等电气元件,通过合理选择驱动电机与驱动器控制进给轴的运动。改造后的机床功能图如图1.1所示。
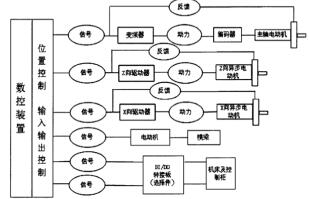
图1.1改造后的机床功能图
数控装置发出信号分别控制主轴、X轴、Z轴、横梁等部件,主轴、X轴与Z轴的位置控制为半闭环控制,通过指令控制,输出进给信号与方向信号到驱动器,驱动电动机运行,并将检测到的位置信号反馈到驱动器,由自身部的位置比较模块完成反馈位置与要求位置比较后,并修正下一周期的旋转,不需CNC装置的位置控制模块进行反馈比较、速度修正。
2.电气控制部分分析和改造
2.1主轴电气控制方案选择
主轴通常有交流与直流两种调速方式。直流调速一般采用直流主轴电动机配合全数字直流调速装置实现,这种设计体积小,结构紧凑,调速控制力度较好,且调速性能稳定,但是成本较高。交流主轴电动机采用变频调速控制,其特点是调速和起制动性能好,高效率、高功率因数和适用范围广泛。另外,采用变频器调速的最大优点是可以利用机床原有的主轴电机,实现转速的方便调控,改造成本较低。结合改造设备的情况,完成主轴驱动形式的改造,通过变频调速实现对主轴转速的无级调速。
2.2进给轴电气控制方案选择
进给伺服机构的控制方式通常有开环控制、全闭环控制与半闭环控制三种方式。开环控制方式没有反馈系统,此种控制方式的最大特点是控制方便,结构简单,价格便宜。数控系统发出的位移指令信号流是单向的,不存在稳定性问题,由于机械传动误差不经过反馈校正,位移精度一般不高。
全闭环控制方式的反馈采用直线位移检测元件,但是机床传动中的摩擦系数、刚性和间隙均为非线性,并且整个机械传动链的响应时间又非常大,这些主要用在高精度的设备。半闭环控制方式把反馈元件直接安装在伺服电动机或丝杠端部,由于大部分机械传动环节未包括在系统闭环环路内,因此可获得较稳定的控制特性。根据本设备的改造要求选择使用半闭环控制方式,如图1.1所示。X轴和Z轴的T型丝杠末端安装编码器,并安装驱动器、驱动电机和限位开关,按照电气安装和原理图的设计接好线,并依据实际需求和电气样本准确的完成电气设备的选型。
2.3数控系统的选型
被改造机床的控制功能要求是选择合适的数控系统首先要考虑的问题。在选用时第一要考虑各项功能是否满足要求,第二要确保系统工作可靠性。通过性能与价格比,选取物美价廉的数控系统,并要考虑数控系统的售后服务和故障维修等情况。目前国内采用比较多的数控系统有:FANUC数控系统、SIEMENS数控系统、三菱数控系统、华中数控系统等。
3.电气控制部分的安装调试
3.1电气控制部分安装要点
电气控制部分的安装是接线与控制元器件的布置。电气柜是电气控制部分的安装主要部分,它里面涵盖了几乎所有的强电与弱电控制。按照线路图以及电气柜的设计,尺寸和接线原则把电气控制原件安装到位,安装中要详细阅读元器件的说明书,按照安全的操作规范来进行安装。安装中认真仔细,特别注意变频器、驱动器等主要元器件的安装,选择正确的接线端子来安装并注意线序,以防接错位置损坏元器件。
3.2安装调试
电气控制部分要逐一检查变频器连线,驱动器连线,行程开关,交流接触器,继电器,熔断器等元件,按照电气原理图完成电气柜布局和整体接线,安装好后就是进行动作检验。
(1)正面柜内的元件的安装:先安装核心部分数控操作面板,并连接电缆,接下来再安装伺服驱动器以及电机编码器,随后安装塑料壳断路器、小型断路器、交流接触器、电机编码器、互感器、开关电源、中间继电器、熔断器、端子排等其它相关的电气元件,在接线的过程中在线上标上记号,便于连接其它柜内的接线也便于引出线,在接线的过程中要认真谨慎,避免误接线引起的元器件损坏。
(2)反面柜内电器元件的安装:根据变频器安装所需的位置,安装好变频器。把需要的电缆一端接在变频器所要使用的端子上,一端引出并做上记号;并进一步安装隔离变压器、轴流风扇、制动单元、隔离变压器、制动电阻,连接好相互之间的连线,把要引出的线做上记号,便于按照线路图进行安装。安装好后要注意所有电气元器件上的连线是否充分连接,避免有短路和未连接的情况出现,按照功能要求接好线。
(3)面板元件布局的安装:面板元器件主要是数控装置的报警以及信号显示装置,主要是电流表、电压表、红色指示灯、绿色按钮、急停按钮、三位旋钮等显示与控制按钮,这部分接线一定要注意线的位置不能接错,否则会影响信号的判断。
(4)加装限位开关,限位开关的位置一定要安装比较准确,以免出现控制与实际运行距离的差别。
接下来进行送电检测:
1)确认电源电压相序切断各分路空气开关或熔断器,闭合机床总开关,检查输入电源电压相序正确与否。其方法可用相序表或示波器判断,特别是伺服驱动采用晶闸管控制的电路。如相续不符,一通电就会烧断熔丝,甚至造成器件损坏。
2)接通强电柜交流电源。
3)接通直流电源。
检查测量各直流电源是否正常,检查时需结合当地供电电压的峰谷值情况,其偏差值是否超出其允许范围。
结论
本文对普通立车进行了数控化改造,改造后的机床通过圆弧等指令的数控编程可以很方便地加工出普通立式车床无法加工的复杂曲面类零件。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

