



摘要:数控机床与传统机床相比具有精度高,效率高的特点。但目前国内小型企业仍以普通机床为主,制约了小型企业的发展。未解决上述问题利用现代先进数控技术对旧的设备进行改造和提升,以最少的投入来满足现代化加工的需求,成为近几年机床改造的发展方向。本文以C616普通车床的数控化改造为例,介绍以西门子802S为数控系统的电气化改造方案。
关键词:西门子802S数控系统;控制电路
1、 802S数控系统的基本功能与方案配置
德国西门子公司生产的802S数控系统是一种专门针对中国市场开发的经济型机床数控系统。它采用32位的微处理器(AM486DE2)、集成PLC,分离式小尺寸操作面板、液晶显示器和机床控制面板。802S可以控制2~3个步进电机驱动的进给轴和一个主轴。802S数控系统的基本功能如下:线性插补轴最多3轴(开环);一个变频器驱动的主轴,具有主轴编码器反馈接口;PLC模块具有16个输入点和16个输出点,经扩展可以达到64个输入点和64个输出点;支持中/英文转换;螺距补偿和间隙补偿;具有RS232C串行接口,可以与计算机通信;具有故障报警信息显示和诊断数据显示;支持车削循环和铣削循环;刀具补偿功能;螺旋插补功能;用户程序存储器256K;可以扩展两个电子手轮;通过特定的参数设置可以获得示教功能。
本文C616改造方案中的配置为:选用802S NC系统,含显示和操作面板;根据X轴的进给功率要求,通过计算,选择9Nm的步进电机;根据z轴的进给功率要求,通过计算,选择12Nm的步进电机;X轴和Z轴驱动器,选用SETPDVEC型驱动器;主轴变频器采用ATV-28HU90N4变频器;主轴编码器采用1024线变频器;采用lOOVA的系统电源隔离变压器;系统电源采用24V/4.5A电源;主电机仍采用原来旧机床的电机。
2、 控制电路设计
2.1主轴电路
(1)802S数控系统的主轴速度模拟量控制电压西门子802S数控系统的主轴速度模拟量控制电压为:DC-10V~+10V。其中0~+10V为主轴正转速度控制(执行M3指令),0~-10V为主轴反转速度控制(执行M4指令)。而变频器的速度控制电压为0~+10V,其正/ 反转由变频器的I/O端口输入的状态控制。如果直接把数控系统的速度控制模拟电压输出端直接与变频器连接,将导致变频器不能识别反转控制电压而不能实现反转。电路KAl、KA2用于控制变频器的正反转,KA3用于对速度控制电压的极性进行转换,保证变频器的速度控制电压在反转时也为0-+10V。
(2)变频器故障报警输出
变频器的故障报警输出作为系统的报警输入,如果主轴出现过流、短路、过热等故障时均可及时停止系统的运行,并发出报警信号。
2.2轴限位与参考点返回电路
(1)轴的限位输入端设置为负逻辑
采用负逻辑控制:使用限位行程开关的常闭触点,当限位开关没有压下时I/O点与24V接通,当限位开关被压下I/O点与24V断开,机床限位。这种接法消除因线路开路而产生限位失灵现象,提高了限位电路的可靠性。限位输入端采用负逻辑需对系统的相关参数进行修改。采用负逻辑输入的方法,这样有利于提高数控机床的可靠性和安全性。本次数控改造使用的数控系统为西门子802S数控系统,实现负逻辑输入要软件、硬件两方面配合才能实现。
a.硬件连接

图2.1负逻辑输入
图2.1所示的是负逻辑输入的连接方法,信号输入使用行程开关的常闭触点。在正常情况下SQl是闭合的,该输入点的逻辑值为“1”,当SQl被压下断开时输入点逻辑值为“0”。这时要求通过数控系统的参数设置或修改PLC程序把该点逻辑值“1”设定为无效状态,而逻辑值“0”设定为有效状态。如果从+24V端子到PLC的输入点之问的线路出现开路或接触不良时,该点被认为有效,机床会立即报警,必须在电路连接良好的情况下机床才能正常运行。这种方法排除了因限位电路开路而造成故障的可能性,机床的安全性得到提高。
b.软件设置
负逻辑需要把逻辑“1”改为无效状态而逻辑“0”为有效状态,是通过在西门子SINUMERIK802S数控系统中改变参数实现的。
(2)参考点返回采用双开关方式
用行程开关做参考点返回减速开关,用接近开关作为参考点检测开关。在各轴返回参考点时,先高速运动到参考点返回减速开关,将其压下后反向慢速逼近参考点,到参考点检测开关后完成参考点返回。由于这种方法使各轴在达到参考点前速度较低(可通过参数设定改变),所以精度较高并且可以消除丝杠的反向间隙。
2.3 电动刀架控制电路
电动刀架的刀位检测霍尔元件为输出电路为集电极开路输出方式,不能与数控系统直接相连,需要在各刀位检测电路输出端添加集电极上拉电阻。如图2.2所示。
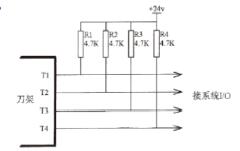
图2.2刀架电路
2.4驱动器与步进电机的连接线路
驱动器与步进电机的连接电缆采用数控系统配置的专用动力电缆。为保证步进电机的相序准确,必须按照系统说明书的要求连接,否则步进电机不能正常运转。
2.5系统接地电路
接地包括系统电源接地和步进电机驱动系统接地。分别如图2.3、2.4所示。
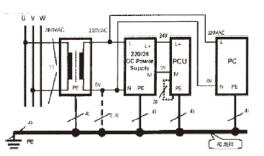
图2.3 系统电源接地
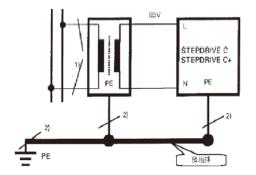
图2.4 步进电机驱动系统接地
良好合理的接地是系统可靠工作的重要保证。为提高系统抗干扰能力各须接地的设备均通过10mm2的接地线直接与接地排相连,地线排再通过16mm2的接地线与电源系统的地线相连接。这种接地方法可以抑制各设备间的共态干扰。
2.6机床参数设置及控制元件
机床参数的设置应根据设计电路情况、802S系统的操作说明书以及C616机床的基本参数进行设置。针对C616普通车床的改造共用到如下元件:802S数控系统含有主机操作面板驱动单元、步进电机(X轴9Nm,Z轴12Nm);航空插件;继电器;空气开关;接触器;起停按钮;急停开关;小按钮;三相吸收器;变压器(用于步进驱动器电源和照明);导线;电缆;风扇(用于强电柜散热/操作柜散热);热缩管;线号管;电源指示灯;蜂鸣器;线槽和卡轨。
结论
本文对C616普通车床进行基于西门子802S数控系统的数控化改造,设计了其中主轴电路、刀架控制电路等部分。对完成改造后的机床进行安装、调试,其性能满足用户使用要求。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

