



车床钻攻六方螺母专用夹具的革新
2016-11-21 来源:青岛科技大学 作者:尤从政
摘要:该专用夹具适合在普通车床上加工中小批量TS300 拖拉机专用左旋螺母,解决了因机床的卡盘与尾座不能自动且反复停车装夹工件和拖动尾座的问题。
关键词: 普通车床;左旋螺母;钻攻夹具;不停车更换工件
0.引言
普通车床,一般价格低廉,深受广大用户的欢迎,但其卡盘不能自动夹紧、尾座也不会自动进给,必须反复装夹工件和拖动尾座,不但工作效率低下,而且增加了工人的劳动强度,本人为克服以上弊端,设计制作了六方螺母连续钻孔、攻丝夹具一套。
1.左旋六方螺母结构特点及工艺分析
左旋六方螺母是TS300型拖拉机前拉杆固定专用螺母,如下图1所示。
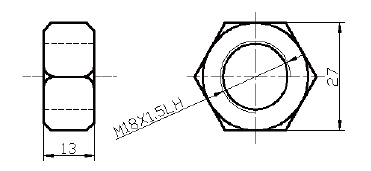
图1 左旋螺母
该螺母材料为冷锻毛坯,内孔有两毫米的加工余量,并带有内锥,加工时需先用钻头钻去两毫米的余量, 然后用机攻丝锥攻丝完成。传统加工方法是把螺母夹持在卡盘上,钻头或丝锥安装在尾座套筒上,加工完工件后,退出尾座,从卡盘上卸下螺母,再安装下一件,这样反复操作,耗时耗力。
2.六方螺母专用夹具设计与分析
六方螺母专用夹具是结合六方螺母的自身特点和加工工艺需要量身制定的,该夹具结构形状如图2 所示。整个夹具是由导向槽部分和废刀杆焊接而成。
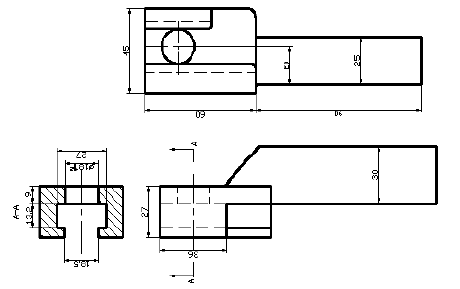
图2 六方螺母钻攻夹具
(1)T 形型导向槽。该T 型导向槽作用为工件毛坯的输送通道,为了便于输送工件,在导向槽的尾部上方开有一个上料缺口。槽宽和槽高与六方螺母自身形状尺寸相同,根据工件的工艺特点与夹具的结构特点,该夹具可限制工件五个自由度,只有径向的移动没有限制,因为需要连续输送更换工件; (2)Φ18 圆形孔。该孔既是夹具的找正孔,同时也是钻头和攻丝的对正孔和越程孔,当钻头或丝锥切削部分越过该孔后方可退刀。
3.丝攻卡头结构分析与作用
在攻制内螺纹时,为了防止由机床丝杠与丝锥之间产生的传动误差,造成螺纹乱扣现象的发生,设计制作了专用丝攻卡头,如下图3所示。
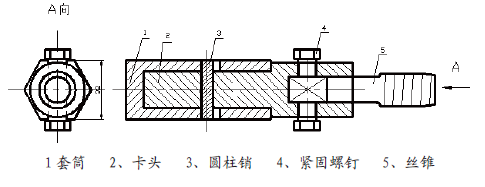
图3 丝攻卡具装配图
(1)零件1 套筒,为使丝攻卡具装夹牢固,采用45 号钢32×32六方材料车制而成,它即是卡具的安装套,又是卡头的导向套,它和卡头的配合应有合适的间隙。在套筒上铣有长10mm、宽6mm 的豆形槽,用以与件3 圆柱销配合使用;(2)零件2 卡头,主要用于夹持丝锥,该零件需热处理淬火;(3)零件3 圆柱销,该圆柱销与卡头为过盈配合,起到带动卡头旋转的作用并与套筒上的长10mm、宽6mm 的豆形槽相配合,能使卡头在套筒内有4mm 的轴向窜动,用以消除传动误差,防止乱扣;(4)零件4 紧固螺钉,主要起到紧固丝锥的作用。
4.钻孔时夹具工作过程
工作前专用钻攻夹具在刀架上安装找正,然后用三爪自定心卡盘夹紧直柄钻头后对正夹具,启动机床后,在夹具的导向槽内放入工件,使其基本对正导向孔,使钻头切削穿过工件后,大滑板横向移动退刀,然后在夹具导向槽内送入第二个工件,并顶出第一个工件,开始第二个工件的加工,如此循环操作。在更换工件期间机床主轴不需要停车,直至钻削加工完一定数量的六方螺母。
5.攻丝时夹具工作过程
首先用三爪自定心卡盘卡紧丝攻卡头后对正工件夹具,对刀完毕后,在专用夹具导向槽中送入已钻好孔的六方螺母,粗略对正后,即可攻丝,由于工件为左旋螺纹,所以机床主轴应反转时切削,当丝锥的切削部分穿过越程孔后,主轴正转退刀。滑板返程后,在T 型导向槽内送入第二个工件同时顶出第二个工件,在主轴反转的同时,开始加工第二个工件,如此循环即可。
6.结论
该夹具结构简单,且易于制作,造价低廉使用该夹具后,形成刀具与工件的位置置换,可实现不停车更换工件,降低了劳动强度,,提高工作效率近4 倍。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

