



摘 要:宏程序是数控车削中比较高能的编程方法,本文通过椭圆的各种情况的程序编写,说明各种情况椭圆粗车和精车的方法,同时说明了宏程序的使用方法。
关键词:宏程序;椭圆;数控车床
一、 宏程序的特点
随着数控技术的发展,数控车削加工在机械加工中使用越来越普遍,这是因为数控车床与普通车床相比有着相当显著的优势,尤其是在圆弧加工和一些非圆曲线的加工方面更是显示出了无可比拟的优势。在数控车削加工中,非圆曲线的加工经常用的就是用用户宏程序来加工。宏程序是程序编制的高级形式,宏程序里用了大量的编程技巧,例如数
学模型的建立、数学关系式的表达、加工刀具的选择、走刀方式的取舍等,这些使宏程序的精度很高。特别是对于中等难度的零件,使用宏程序进行编程加工要比自动编程加工快的多。有时自动编程的程序长度可能是宏程序的几十倍、几百倍甚至更悬殊,加工时间也会大大增加。宏程序的使用已经成为数控编程人员不可缺少的一项技能,在很多的数控大
赛中加入宏程序内容也说明了这点。那究竟什么是宏程序呢?
宏程序是以变量的组合,通过各种算术和逻辑运算、转移和循环等命令,编制的一种可以灵活运用的程序,只要改变变量的值,即可以完成不同的加工和操作,并可以当作子程序调用。适合于具有一定规律的非圆曲线、列表曲线及曲面的零件,可以显著地增强机床的加工能力,同时可精简程序量。宏程序的最大特点是可以对变量进行计算,使程序
应用更加灵活、方便。宏程序由于允许使用变量算术和逻辑运算及条件转移,使得编制相同的加工程序更加方便、容易,可将相同的加工操作编为通用宏程序,宏程序的调用和子程序的调用基本上是相同的,不同的是要用 G65 指令来调用。
二 、椭圆程序的编制
(一) 椭圆精车程序
下面就以经常使用的 FANUC Oi 数控系统为例说明:
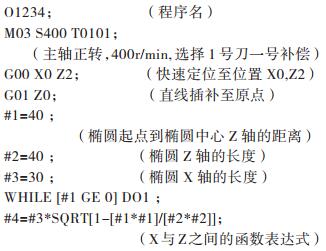
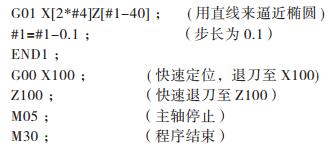
如果把椭圆的顶点做为坐标原点,椭圆的长半轴(Z 轴)为 40,短半轴(X 轴)为 30,那么椭圆方程为 X2/302+Z2/402=1。根据宏程序的编程规则,如下定义:

如果椭圆的开始不是从顶点开始,也就是说不是一个完整的半椭圆,只改变 #1 的值就可以了。再接下来编写椭圆的转移条件,我们的思路是当车刀走到椭圆的最左边时,宏程序结束。用 WHILE 语句和用 GOTO 语句都可以。根据自己的习惯此处用WHILE 语句。转移条件的意思是当 #1 的值大于等于 0 的时候顺序执行下面的语句,如果 #1 的值小于0 则跳到 END1 的下面语句。转移条件非常重要,它可以说是宏程序的核心,必须把实际问题分析清楚,才能编写出符合条件的程序。如果上图中的椭圆没有到 40 而是 38,那么我们只要改变一下转移条件就可以了,WHILE [#1 GE 2] DO1。式中的 2 为 40和 38 的差。如果椭圆超过一半,我们依然可以改变转移条件来实现。再就是根据椭圆方程列出关于一个 X 的表达式,来反映 X 与 Z 的关系。需要说明的是:我们开始的设定 #2 对应 Z 变量,#1 对应 X 变量,有了这样的表达式,对于每一个变化的 Z(#1)就有一个 X 与之对应,我们就可以确定 X 和 Z 的坐标。再就是步长,我们每一次循环都给 Z 一个增量,再根据表达式求出一个 X 值,这就是 X 与 Z 之间的函数关系,这个量就是步长。步长的大小决定椭圆的精度,粗车可以大一点,精车相对要小一点。这样我们就可以解决中心在 Z 轴的椭圆的精加工的问题。具体的程序为:
(二) 椭圆粗车程序
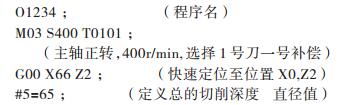
如果给的是直径为 65 的棒料,用上面讲到的精车程序,一刀加工出来肯定是不可能的,那我们该怎么加工呢?我们经常想到的应该是用子程序调用的方法,也就是说把精车程序作为一个子程序,根据刀具、机床、材料的性能,分几次来逼近曲线就可以了。有的数控系统还可以把宏程序嵌套在粗车循环里做,性能低的只允许尺寸有单调性的宏程序
嵌套,如西门子 802C,但是有些时候如果步长太小的话数控系统可能要报警。其实我们也可以用宏程序来做,我们只要把总的切削深度算出来,每次的切削深度定下来,定义在我们程序中,只要把精车程序再进行简单的修改,很容易的就能实现。程序如下:
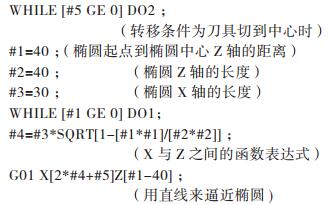
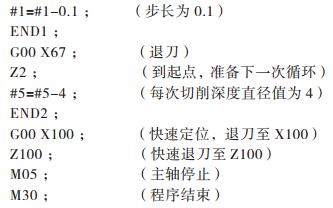
这样切削的原理就是在精车零件轮廓的基础上,刀具向外平移,每次再向内平移一个定义的切削深度,达到粗车的目的。
如果椭圆不是凸的,而是凹的,那么我们该怎么办呢。其实我们只要把 X 的表达式的符号变一下就可以了
![]()
宏程序的编程就是这样灵活,我们只要做一些简单的修改,就可以做出很多复杂的零件。宏程序其实很简单,它可以用在难的地方,也可以用在简单的地方,但都可以简化我们的编程,磨砺我们的思维!
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

